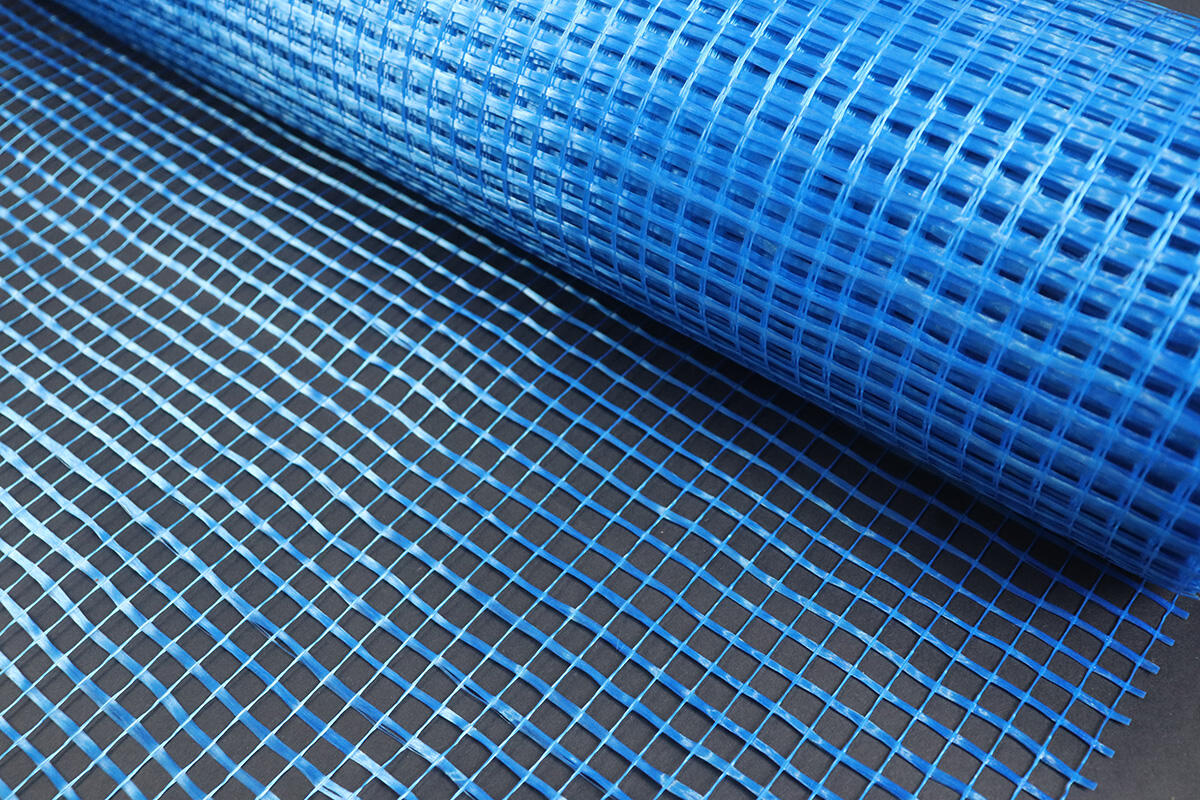
Fiberglass Chopped Strand Mat, i njohur zakonisht si CSM, funksionon si material i fortesuar që përbëhet nga shkëndrra të shkurtra të qelqit të përziera në mënyrë të rastësishme. Këto shkëndrra të prerë zakonisht kanë gjatësi prej 25 deri në 50 milimetra dhe mbahen së bashku nga një lloj ngjitësi kimike. Procesi i prodhimit fillon kur prodhuesit e shkrinë qelqin dhe e tërheqin në formë të threadave të gjata. Më pas këto threada presen në copëza dhe i spërkatin me harqe poliesteri ose akrilike për t'i ngjitur. Pas këtij hapi, punëtorët i rregullojnë të gjitha këto copa të fibës në formë të materaceve dhe aplikojnë nxehtësi dhe shtypje për të siguruar një shpërndarje të barabartë në të gjithë sipërfaqen. Ajo që e bën CSM-në aq të dobishme është aftësia e saj për të përshtatur formën komplekse të moldave gjatë proceseve të prodhimit, plus i jep veti të qëndrueshmërisë së njëjta në të gjitha drejtimet brenda materialeve kompozite.
Performanca e CSM-ës varet nga dy komponentë kryesore: fibra E-glass dhe ngjitës termoset. E-glass-i, i përbërë nga 96–98% silicë-aluminë, ofron izolim elektrik dhe rezistencë ndaj alkaleve. Ngjitësi, zakonisht rezin poliesterike apo akrilike me përqendrim 3–5%, garanton integritetin e materialit para laminimit dhe shpërihet gjatë ngopjes me rezinë, duke promovuar lidhje të fortë midis fibrave dhe rezinës.
| Parametër i Fibës | Intervali Tipik | Kritere për Ngjitësin | Ndikim në Performancë |
|---|---|---|---|
| Diametri | 13–20 mikronë | Rezin poliesterike apo akrilike | Përmirëson kompatibilitetin me rezinën |
| Gjatësia | 25–50 mm | përqendrim 3–5% i ngjitësit | Ekuilibron përshtatshmërinë dhe ngurtësinë |
Mënyra se si lëvizin fibrat ka një ndikim të madh në atë se si performojnë mekanikisht materjalet. Kur punojmë me fibra më të gjata, rreth 50mm në vend të fibrove standarde prej 25mm, zakonisht vërejmë një përmirësim të fortësisë së terheqjes ndërmjet 15 dhe ndoshta edhe 20 për qind. Megjithatë, këto fibra më të gjata kushtojnë pak më shumë kur bëhet fjalë për fleksibilitetin, veçanërisht në ato forme të vështira me radius të ngushtë. Vendosja e rastësishme e fibrove e shpërndan forcën në të gjitha drejtimet, gjë që i ndihmon materjalet të qëndrojnë më mirë ndaj goditjeve sesa mund të arrijnë stofet me drejtim të caktuar, duke ofruar ndonjëherë edhe 30% më shumë rezistencë ndaj goditjeve. Një punë e publikuar së fundmi në 2023 u kërkoi sjelljen e shkëputjes në kompozita dhe zbuloi diçka interesante lidhur me përputhshmërinë e smaltit të lidhjes. Kur kjo përputhshmëri optimizohet, qëndrueshmëria ndërmesimore rritet për rreth 18%, gjë që do të thotë se pjesët janë shumë më pak të prira të shkrihen nën shtypje. Të gjitha këto faktorë shpjegojnë pse CSM mbetet një opsion i popullarizuar në sektorë të ndryshëm industrialë, përfshirë anijet, automobilet dhe sektorë të ndryshëm prodhimi ku edhe forca dhe aftësia për të formuar forma komplekse janë të rëndësishme.
CSM-i ofronë forcim në më shumë se një drejtim, duke siguruar diapazonë të fortësisë në tension midis 30 deri në 50 MPa dhe fortësi përkulëse që shpesh e kalon 60 MPa kur laminohet në mënyrë të duhur. Vendosja e rastësishme e fibërve shpërndan në mënyrë të njëtrajtshme tensionin në të gjithë materialin, gjë që e bën atë veçanërisht të përshtatshëm për gjëra si pëlhërat e anijeve dhe panelet e karrocerisë së automjeteve, ku është shumë e rëndësishme të qëndrojë ndaj goditjeve. Testet e kryera nga prodhuesit tregojnë se CSM-i mund të thith rreth 15 deri në 25 për qind më shumë energji kur goditet papritur krahasuar me ato tela me drejtim të vetëm. Kjo veti ndihmon në ndalimin e përhapjes së cracks-ave në zona të tilla si sipërfaqet e anijeve apo shufra të turbinave të erës, një gjë që është bërë gjithnjë e më e rëndësishme pasi këto struktura ballafaqohen me kushte më të ashpra në kohë.
Kur ekspozohen ndaj shpëlarjes me kripë për rreth 2000 orë të pandërprera, kompozitet e bazuar në CSM mbajnë ende shumicën e karakteristikave të tyre të forcës. Testet tregojnë se humbasin më pak se dhjetë përqind të vetive origjinale edhe pas qëndrimit nëpër pesë vjet të tërë me kushte të ashpra, duke përfshirë ekspozimin e vazhdueshëm ndaj dritës UV, ndryshimet e lagështisë dhe lëkundjet e temperaturës të përsëritura. Rezistenca ndaj korrozionit është mjaft e dukshme edhe kur krahasohet me materiale të çelikut të rregullt. Në vendet ku ka shumë korrozion, panelet CSM korrozohen me një të tretën e shpejtësisë që shohim te metalet tradicionale. Kjo i bën ato zgjedhje të mëdha për gjëra si depozitimi i kimikateve në tangente apo ndërtimi i strukturave në det ku uji i kripur është gjithmonë duke i sulmuar materialeve. Për shkak se zgjasin aq gjatë pa u shkatërruar, këto materiale kompozite janë bërë opsione të popullarizuara në shumë mjedise industriale të rënda dhe mjedise marine ku besueshmëria ka rëndësi më të madhe.
Përdarja e rastësishme e fibës nga CSM krijon ndryshime në forcë nëpër zona të ndryshme, zakonisht rreth plus ose minus 12% në bazë të testeve laboratorike. Por çfarë e bën këtë interesante është se si këto iregularitete në fakt ndihmojnë në shpërndarjen më të mirë të ngarkesave sesa materialet e thura të rregullta mund të arrijnë. Prodhuesit kanë zhvilluar mënyra më të mira për të shtresuar këto materiale, si përdorimi i metodave të kompaktimit me rrotë, gjë që ul ndryshimet në trashësi nën 5%. Kjo do të thotë se pjesët sjellin më shumë ngjashmëri gjatë prodhimit, ndërkohë që janë ende të lehta për tu formuar në forma komplekse. Prandaj shumica e ndërtuesve të anijeve qëndrojnë te CSM kur punojnë në seksione të mbështjella të anijes, edhe pse prodhuesit e aeroplanëve kanë nevojë për specifikime shumë më të shtrenjta. Kompromisi midis fleksibilitetit dhe saktësisë funksionon më mirë për aplikime detare ku uniformiteti i përsosur nuk është gjithmonë i nevojshëm.
Matrikë e prerë (CSM) dhe pëlhë e rregullt prej qelqi janë të përdorura në mënyra të ndryshme gjatë prodhimit të kompozitëve për shkak të strukturës së tyre të ndryshme. CSM është e përbërë nga shkëndija të shkurtra prej qelqi me gjatësi midis 25 dhe 50 mm që janë vendosur në mënyrë të rastësishme dhe të lidhura së bashku me një lëndë të quajtur ngjithës i cili është i tretshëm në rezinë. Kjo i jep atij një fleksibilitet të mirë dhe mundëson formimin e trashësisë së shpejtë, gjë që e bën atë të përshtatshëm për forma komplekse si pëshkëmbët e anijeve apo pjesët e karrocerisë së automjeteve. Forca e terheqjes zakonisht lëvizet rreth 100 deri në 200 MPa. Nga ana tjetër, pëlhë e rregullt ka shkëndija të vazhdueshme të radhitura në një model katrorësh, duke ofruar veti të forta të terheqjes rreth 300 deri në 500 MPa. Lloji i tillë i materialit mbetet stabël dimensionalish dhe funksionon mirë për sipërfaqe të sheshta apo pjesë me lak me të vogël që përdoren zakonisht në ndërtimin e aeroplanëve. CSM zakonisht punon më mirë me rezina poliesterike apo vinil esterike pasi ngjithësit përputhen mirë, ndërsa materiale të rregullta përshtaten më mirë me sistemet epoksike. Kur buxheti është më i rëndësishëm se kërkesat për forcë në drejtim të caktuar, çmimi për CSM rreth 3 deri në 5 dollarë për metër katror mund të kursenin për prodhuesit rreth 40% në krahasim me çmimin e mundësive me pëlhë.
Kur flasim për efikasitetin në kosto për aplikime CSM, harxhësia e poliesterit dallohet si zgjedhja më e lirë falë kohës së shpejtë të ngurtësimit dhe funksionon mirë me metodat e moldimit të hapur. Anët e dobëta? Ajo nuk qëndron mirë nën shtypje, duke treguar zakonisht fortësi tërheqëse prej 25 deri në 35 MPa dhe me lehtësi të thyerjeve, gjë që kufizon ku mund të përdoret në mënyrë efektive. Duke u ngritur në shkallën e performancës, harxhësia vinil esteri sjell rreth 30% përmirësim në rezistencën ndaj kimikateve dhe mund të arrijë fortësi të lakimit edhe deri në 104,7 MPa. Kjo e bënë atë zgjedhjen e duhur për anijet dhe zonat e ekspozuara ndaj kushteve të ashpra kimike. Në skajin tjetër është harxhësia epoksike, e cila ofron fortësi tërheqëse prej 328 MPa dhe thith vetëm 45% më pak ujë krahasuar me opsionet e tjera. Por ka një kapërcyllë - për shkak të viskozitetit më të lartë, prodhuesit kanë nevojë për pajisje të veçanta si sisteme vakuale infuzioni apo forma kompresioni për të siguruar mbulim të duhur në tërë materialin.
Arritja e përpjesës së saktë të rezinit me fibër të qelqit është kritike për forcën dhe efikasitetin e peshës. Një interval optimal prej 2:1 deri në 3:1 sipas vëllimit siguron lagështinë e plotë pa mbledhje të tepërt të rezinit.
| Lloji i Rezinit | Përpjeseja Optimale | Forca e tërheqjes (Mpa) | Ulija e Vazhdueshmërisë |
|---|---|---|---|
| Poliester | 2.5:1 | 28–35 | Modërator |
| Ester vinilik | 2.2:1 | 38–42 | I lartë |
| Epoksi | 1.8:1 | 75–85 | Jashtëzakonisht |
Zonat me pakështë rezinë krijon zona të dobëta, të pasura me fibra, ndërsa më tepër rezinë rrit peshën dhe zvogëlon rezistencën ndaj goditjeve nga 18–22% (Serban 2024).
Kur aplikoni rezinës gradualisht me rulluesa të gomës, sasi më e vogël ajri mbyllet brenda, gjë që ul boshllëqet e pazakonta nën 2% në laminatet e kualitetit të lartë të bëra nga profesionalët. Teknika e rullimit nga prapa funksionon më shumë se thjeshtë e fërguallit, sepse siguron lagështinë më të mirë, ndoshta me një përmirësim prej 40%, gjë që ka rëndësi të madhe kur punoni me epokside më të trasha që janë më të vështira për t'u punuar. Për projekte më të mëdha që mbulojnë sipërfaqe të mëdha, duke vendosur shtresat një pas tjetrës, mund të shmangni formimin e këtyre zonave të thata midis shtresave të CSM-së, duke mbajtur trashësinë e përgjithshme të rregullt në të gjithë strukturën, zakonisht brenda gjysmë milimetrit plus ose minus. Shumica e prodhuesve synojnë temperaturën e ngrirjes ndërmjet 20 dhe 25 gradë Celsius sepse ky interval lejon lidhjen e plotë kimike pa shkaktuar stres termik të padëshiruar, një faktor që me të vërtetë ndikon në mbijetesën e këtyre materialeve në kushte reale të përdorimit.
Materialet e qelikut të prerë (CSM) janë materiale themelore në industritë që kërkojnë kompozite të lehta dhe rezistente ndaj korrozionit. Fuqia izotropike dhe formueshmëria e tyre e bënë atë ideale për gjeometri komplekse në sektorët e detarë, automobilistik, ndërtimor dhe të energjisë së rinovueshme.
Përdorimi i CSM nga ndërtuesit e anijeve është i zakonshëm kur bëhet fjalë për përforcimin e pëlhurave të anijeve, i këmbët e sipërme dhe të ashpërkat e ndarëse që duhet të rezistojnë si korrozionit nga uji i kripur ashtu edhe forcave dinamike në det. Industria automobilistike po e përdor gjithnjë e më shumë këto materiale sandviç kompozitë në panelet e derëve, kapakët e motorëve dhe mbrojtësit e poshtëm të makinës. Kjo lloj materiale mund të zvogëlojë peshën e makinës rreth 40% në krahasim me përbërësit e çelikut tradicional, gjë që ka një ndikim të madh në efikasitetin e përdorimit të karburantit. Për projektet e thjeshta të ndërtimit, CSM-ja bën magji në sistemet e çatisë, tubacionet industriale dhe njësitë modulare të parafabrikuara, falë rezistencës së saj të jashtëzakonshme tërheqëse dhe vetive të papritura rezistence ndaj zjarrit. Dhe mos harroni as turbinat e erës, sepse këto pale të mëdha mbështeten fortësisht në CSM, sepse ato kanë nevojë për diçka që nuk do të çmontohet pas vetëm disa vitesh të vibracioneve dhe shtresave të vazhdueshme. Shumica e turbinave moderne janë projektuar të zgjasin mirë mbi dy dekada para se të duhet të zëvendësohen.
Për të arritur rezultatet më të mira kur punoni me materiale kompozite, është në përgjithësi një ide e mirë të përziejni stofin CSM me lloje të tjera të fletura duke ndjekur një model të përafërt 2 me 1. Filloni me dy shtresa CSM për të ndihmuar përhapjen e barabartë të smaltit nëpër tërë materialin, pastaj shtoni një shtresë të vetme të fleturës në krye për forcë shtesë në drejtime të caktuara. Kur përdorni teknika vakuumi, shumica e profesionistëve raportojnë se arrijnë nga 95 deri në 100 për qind kontakt midis fibërave dhe smaltit, gjë që e redukton me të vërtetë këto xhepa të pazakonta të ajrit. Për gjithçka që ka kthesa apo forma komplekse, provoni të këputni mbivendosjet e stofit për një inç secila herë. Kjo ndihmon në parandalimin e zonave ku mbildhet shumë material dhe krijon kalime të buta nëpër sipërfaqe, në vend të gumbave dhe shkretiqeve.
Shumë rezinë në fakt është një nga ato gabime të zakonshme që njerëzit bëjnë kur punojnë me materiale kompozite, sepse ajo i pengon fibrat të lidhen së drejti me njëra-tjetrën. Për të shmangur këtë problem, aplikoni rezinën gradualisht në vend se të gjithë njëkohësisht. Filloni duke marrë rreth 70% ngopje në materin e parë, pastaj prisni rreth pesë minuta për të lëshuar tepertë para se të përfundoni procesin e lagjes. Shumë njerëz përfundojnë me vende të thata thjesht për shkak se rullinë shumë njëtrajtësisht nëpër sipërfaqe. Provoni të përdorni ato rullorë të veçantë me dhëmbë në një kënd prej rreth 45 gradësh për ta shtyrë me forcë rezinën thellë brenda fijeve ku ajo duhet të shkojë. Kur keni të bëni me projekte më të mëdha, prerja e materialit CSM para kohës në copëza më të vogla e bën shumë më të lehtë menaxhimin e gjërave pa humbur sërish aligjimin e saktë gjatë tërë procesit të vendosjes.
Fiberglass Chopped Strand Mat përdoret kryesisht si material përforcues në industri si marinë, automotiv, ndërtimtari dhe energji të rinovueshme për shkak të fortësisë së saj të shkëlqyeshme dhe formëshqiptueshmërisë.
CSM-i përdoret për shkak të fleksibilitetit të tij, aftësisë për të ndërtuar trashësinë shpejt dhe efikasitetit në kosto. Ai është veçanërisht i dobishëm për të arritur forma komplekse dhe është shpesh më i lirë krahasuar me materiale të fletura.
Fiberët më të gjata ofrojnë përmirësim të fortësisë së terheqjes por zvogëlojnë fleksibilitetin. Orientimi i rastësishëm ndihmon në shpërndarjen e barabartë të stresit, duke e rritur rezistencën ndaj goditjeve.
Reçinet e poliesterit, vinil esterit dhe epokside përdoren zakonisht me CSM, secila prej të cilave ofron nivele të ndryshme efikasiteti në kosto dhe performancë në varësi të aplikimit.
CSM-ja tregon qëndrueshmëri të jashtëzakonshme nën stres dhe ekspozim të mjedisit, duke mbajtur mirë vetitë e saj edhe pas ekspozimit të gjatë në shi të kripur, dritë UV dhe fluktuacione të temperaturës.
 Lajme të nxehta
Lajme të nxehta Të drejta të autorit © 2025 nga Shandong Rondy Composite Materials Co., Ltd. — Politika e Privatësisë