
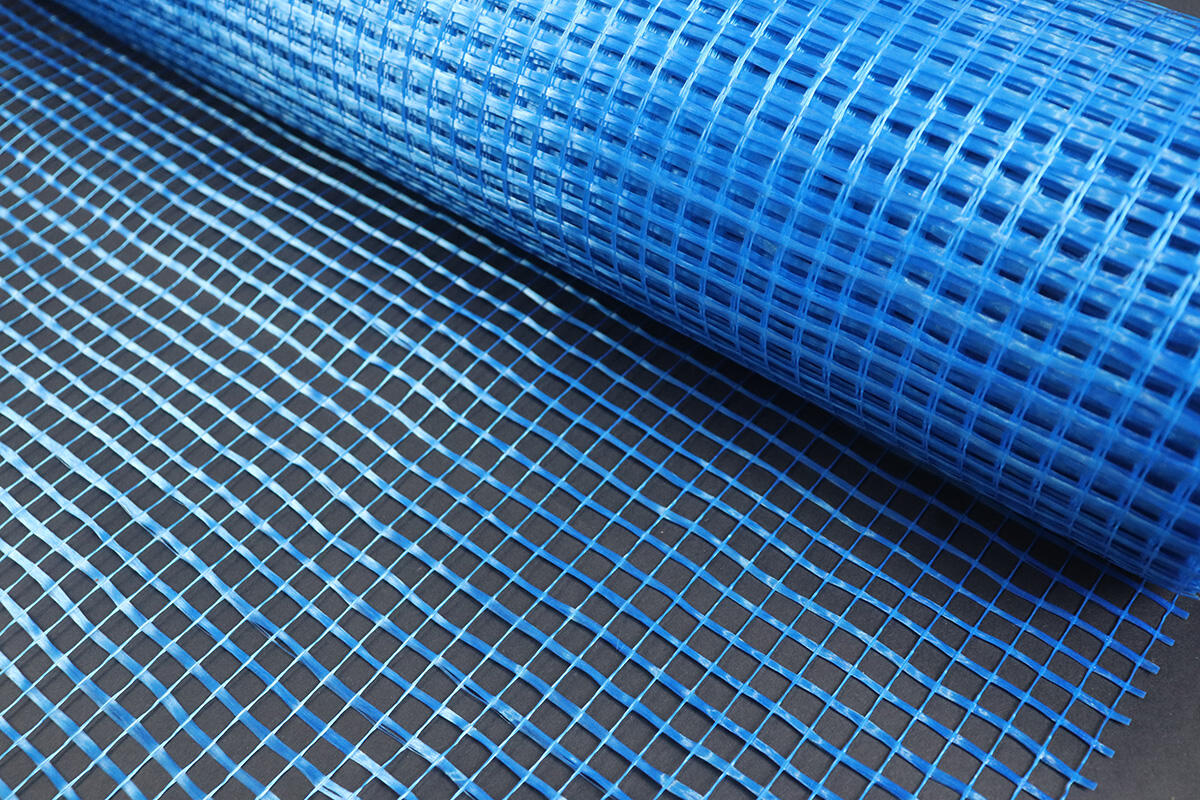
La Fibra di Vetro a Filamenti Tagliati, comunemente nota come CSM, funge da materiale di rinforzo ed è fondamentalmente realizzata con corti filamenti di vetro mescolati insieme in modo casuale. Questi filamenti solitamente misurano tra i 25 e i 50 millimetri di lunghezza e sono tenuti insieme da un legante chimico. La produzione inizia quando i produttori fondono il vetro e lo estraggono in lunghi fili. Successivamente, questi fili vengono tagliati in pezzi e nebulizzati con resine poliesteri o acriliche per finalità di legatura. Dopo questo passaggio, gli operai dispongono tutti questi piccoli frammenti di fibra in fogli e applicano calore e pressione in modo che il materiale si distribuisca uniformemente sulla superficie. Ciò che rende particolarmente utile la CSM è la sua capacità di adattarsi bene a forme complesse durante i processi produttivi, oltre a garantire una resistenza uniforme nei materiali compositi indipendentemente dalla direzione.
Le prestazioni del CSM dipendono da due componenti chiave: fibre di vetro E e leganti termoindurenti. Il vetro E, composto da silice-allumina al 96–98%, offre un'eccellente isolamento elettrico e resistenza agli alcali. Il legante, generalmente una resina poliestere o acrilica al 3–5% di concentrazione, garantisce l'integrità del feltro prima della laminazione e si dissolve durante la saturazione con la resina, favorendo una forte adesione tra le fibre e la resina.
| Parametro delle fibre | Intervallo Tipico | Criteri del legante | Impatto sulle prestazioni |
|---|---|---|---|
| Diametro | 13–20 micron | Resina poliestere o acrilica | Migliora la compatibilità con la resina |
| Lunghezza | 25–50 mm | concentrazione del legante 3–5% | Equilibra flessibilità e rigidità |
Il comportamento delle fibre ha un impatto significativo sulle prestazioni meccaniche dei materiali. Utilizzando fibre più lunghe, intorno ai 50mm invece delle standard da 25mm, si osserva generalmente un miglioramento della resistenza a trazione compreso tra il 15 e il 20 percento. Tuttavia, queste fibre più lunghe comportano un costo aggiuntivo in termini di flessibilità, specialmente nei modelli con raggi stretti e complessi. La disposizione casuale delle fibre distribuisce le sollecitazioni in tutte le direzioni, il che aiuta i materiali a resistere meglio agli impatti rispetto alle stoffe direzionali, arrivando a offrire talvolta una resistenza agli impatti del 30% superiore. Un recente studio pubblicato nel 2023 ha analizzato il comportamento al taglio dei compositi, scoprendo un interessante aspetto relativo alla compatibilità della resina legante. Quando questa compatibilità viene ottimizzata, la resistenza interlaminare aumenta di circa il 18%, il che significa che i componenti sono molto meno soggetti a delaminazione sotto stress. Tutti questi fattori spiegano perché la CSM rimane una scelta così popolare in diversi settori industriali, tra cui barche, automobili e vari comparti manifatturieri dove sono fondamentali sia la resistenza che la capacità di modellare forme complesse.
CSM offre un rinforzo multidirezionale, garantendo valori di resistenza a trazione compresi tra 30 e 50 MPa e resistenze a flessione che spesso superano i 60 MPa quando laminato correttamente. La disposizione casuale delle fibre distribuisce uniformemente lo stress attraverso il materiale, rendendolo particolarmente adatto, ad esempio, per scafi di barche e pannelli delle carrozzerie automobilistiche, dove è fondamentale resistere agli urti. I test effettuati dai produttori indicano che CSM può assorbire circa il 15-25 percento in più di energia durante un impatto improvviso rispetto alle stoffe monodirezionali. Questa caratteristica aiuta a prevenire la propagazione delle crepe in componenti come i ponti delle barche o le pale delle turbine eoliche, aspetto sempre più importante visto che queste strutture nel tempo sono esposte a condizioni più estreme.
Quando esposti a nebbia salina per circa 2000 ore consecutive, i compositi a base di CSM mantengono ancora la maggior parte delle loro caratteristiche di resistenza. I test dimostrano che perdono meno del dieci percento delle loro proprietà originali, anche dopo aver resistito a cinque interi anni di condizioni difficili, inclusa l'esposizione continua a luce UV, variazioni di umidità e ripetute fluttuazioni di temperatura. La resistenza alla corrosione è piuttosto impressionante anche in confronto ai normali materiali metallici. In ambienti dove si registra una forte corrosione, queste piastre in CSM si corrodono a circa un terzo del tasso osservato con i metalli tradizionali. Questo le rende ottime scelte per applicazioni come lo stoccaggio di prodotti chimici in serbatoi o la costruzione di strutture in mare aperto, dove l'acqua salata attacca continuamente i materiali. Dal momento che durano molto a lungo senza degradarsi, questi materiali compositi sono diventati opzioni popolari in molti ambienti industriali impegnativi e in contesti marini dove la affidabilità è fondamentale.
La disposizione casuale delle fibre del CSM crea differenze di resistenza in diverse aree, generalmente intorno al più o meno il 12% in base ai test di laboratorio. Ciò che rende interessante questa situazione è come queste irregolarità in realtà aiutino meglio a distribuire i carichi rispetto a quanto i materiali tessuti regolari possano ottenere. I produttori hanno sviluppato metodi migliori per stratificare questi materiali, ad esempio utilizzando metodi di compattazione con rullo, riducendo le variazioni di spessore al di sotto del 5%. Questo significa che le parti si comportano in modo più uniforme durante la produzione, pur rimanendo facili da modellare in forme complesse. Probabilmente è per questo che la maggior parte dei costruttori di barche continua a utilizzare il CSM quando lavorano su sezioni curve dello scafo, anche se i produttori aeronautici richiedono specifiche molto più rigorose. Il compromesso tra flessibilità e precisione funziona semplicemente meglio per applicazioni marine dove l'uniformità perfetta non è sempre necessaria.
La mat di fibre tritate (CSM) e la tela di fibra di vetro intrecciata svolgono ruoli diversi nella produzione di compositi a causa della loro struttura. La CSM è composta da fibre di vetro corte, lunghe tra 25 e 50 mm, disposte in modo casuale e tenute insieme da un legante solubile nella resina. Questo conferisce alla CSM una buona flessibilità e permette di raggiungere rapidamente lo spessore desiderato, rendendola ideale per forme complesse come carene di barche o componenti della carrozzeria automobilistica. La resistenza alla trazione varia generalmente tra 100 e 200 MPa. La tela intrecciata, al contrario, è composta da fibre continue disposte in una trama a griglia, garantendo proprietà di trazione molto più elevate, circa tra 300 e 500 MPa. Questo tipo di materiale mantiene una buona stabilità dimensionale ed è adatto a superfici piane o leggermente curve, comunemente utilizzate nella costruzione aeronautica. La CSM si combina generalmente meglio con resine poliestere o vinilesteri, poiché i leganti sono compatibili, mentre i materiali intrecciati si abbinano più naturalmente ai sistemi a base di epossidica. Quando il costo è più importante dei requisiti di resistenza direzionale, il prezzo della CSM, di circa 3-5 dollari al metro quadrato, permette ai produttori di risparmiare circa il 40% rispetto alle alternative intrecciate.
Nell'analisi dell'efficacia economica per applicazioni CSM, la resina poliestere si distingue come scelta economica grazie ai tempi rapidi di indurimento e si adatta bene ai metodi con stampi aperti. Lo svantaggio però? Non regge bene sotto stress, mostrando generalmente una resistenza alla trazione tra 25 e 35 MPa e tende a rompersi facilmente, limitando così le applicazioni in cui può essere utilizzata efficacemente. Salendo nella scala delle prestazioni, la resina vinilestere offre circa il 30 percento di miglioramento nella resistenza ai prodotti chimici e può raggiungere resistenze flessionali fino a 104,7 MPa. Questo la rende una buona scelta per barche e ambienti esposti a sostanze chimiche aggressive. All'estremità superiore si colloca la resina epossidica, che garantisce una notevole resistenza alla trazione di 328 MPa e assorbe circa il 45% in meno di acqua rispetto alle altre opzioni. Tuttavia, c'è uno svantaggio: a causa della sua maggiore viscosità, i produttori necessitano di attrezzature specializzate come sistemi di infusione sotto vuoto o stampi a compressione per ottenere un'adeguata copertura dell'intero materiale.
Il raggiungimento del corretto rapporto tra resina e fibra di vetro è fondamentale per resistenza e leggerezza. Un intervallo ottimale di 2:1 a 3:1 in volume garantisce un completo bagnamento senza accumulo eccessivo di resina.
| Tipo di Resina | Rapporto Ottimale | Resistenza alla trazione (MPa) | Riduzione delle Bolle d'Aria |
|---|---|---|---|
| Poliestere | 2.5:1 | 28–35 | Moderato |
| Vinilester | 2.2:1 | 38–42 | Alto |
| Epossidico | 1.8:1 | 75–85 | Eccezionale |
Le aree con quantità insufficiente di resina creano zone deboli e ricche di fibra, mentre un'eccessiva impregnazione aumenta il peso e riduce la resistenza all'impatto del 18–22% (Serban 2024).
Applicando gradualmente la resina con rulli di schiuma, si intrappola significativamente meno aria, riducendo così quelle fastidiose bolle d'aria al di sotto del 2% nei laminati di qualità realizzati da professionisti. La tecnica del rullaggio posteriore funziona effettivamente molto meglio rispetto alla semplice applicazione con pennello per ottenere un adeguato bagnaggio, con un miglioramento di circa il 40%, il che è molto importante quando si utilizzano epoxies più spesse e difficili da lavorare. Per progetti più grandi che coinvolgono ampie superfici, stendere gli strati uno dopo l'altro aiuta ad evitare la formazione di quelle fastidiose zone asciutte tra i vari strati di CSM, mantenendo uno spessore complessivo abbastanza uniforme, generalmente entro mezzo millimetro circa. La maggior parte dei produttori indica temperature di indurimento comprese tra 20 e 25 gradi Celsius, poiché questa gamma consente un completo reticolazione senza causare stress termici indesiderati, una cosa che influisce certamente sulla durata di questi materiali nelle condizioni reali d'uso.
La stuoia di vetrofibre tagliate (CSM) è un materiale fondamentale per le industrie che richiedono compositi leggeri e resistenti alla corrosione. La sua resistenza isotropica e la modellabilità la rendono ideale per geometrie complesse nei settori marino, automobilistico, edile e delle energie rinnovabili.
I costruttori navali ricorrono al CSM quando rinforzano le strutture delle carene, i ponti e quelle difficili paratie che devono resistere sia alla corrosione da acqua salata che a tutti i tipi di forze dinamiche in mare. Anche l'industria automobilistica si è adeguata, utilizzando materiali compositi a sandwich nei pannelli delle portiere, nei cofani e negli scudi sottoscocca. Questi materiali possono ridurre il peso del veicolo di circa il 40% rispetto ai tradizionali componenti in acciaio, il che fa una grande differenza in termini di efficienza del carburante. Per i normali progetti edili, il CSM funziona egregiamente nei sistemi di copertura, nelle tubazioni industriali e nelle unità modulari prefabbricate grazie alla sua notevole resistenza alla trazione e alle sue sorprendenti proprietà di resistenza al fuoco. E non dimentichiamo nemmeno le turbine eoliche: queste enormi pale si affidano fortemente al CSM perché necessitano di un materiale che non si rompa dopo pochi anni di vibrazioni e stress continui. La maggior parte delle turbine moderne è progettata per durare ben oltre due decenni prima di richiedere la sostituzione.
Per ottenere i migliori risultati lavorando con materiali compositi, è generalmente una buona idea mescolare il tessuto CSM con tipi tessuti seguendo un rapporto approssimativo di 2 a 1. Inizia con due strati di CSM per aiutare la distribuzione uniforme della resina attraverso il materiale, quindi aggiungi un singolo strato tessuto in cima per fornire maggiore resistenza in direzioni specifiche. Quando si utilizza la tecnica del sottovuoto, la maggior parte dei professionisti riporta di ottenere circa il 95 fino quasi al 100 percento di contatto tra le fibre e la resina, riducendo notevolmente quelle fastidiose bolle d'aria. Per qualsiasi oggetto con curve o forme complesse, prova a sfalsare i sovrapponimenti del tessuto di circa un pollice ogni volta. Questo aiuta a prevenire le aree in cui si accumula troppo materiale e crea transizioni lisce attraverso la superficie, invece di rigonfiamenti e solchi.
Utilizzare troppa resina è in realtà uno degli errori comuni che le persone commettono quando lavorano con materiali compositi, perché impedisce alle fibre di legarsi correttamente tra loro. Per evitare questo problema, applicare la resina gradualmente invece di farlo tutto in una volta. Iniziare saturando circa il 70% del materiale, quindi attendere circa cinque minuti per permettere al residuo in eccesso di defluire prima di completare il processo di bagnatura. Molte persone finiscono con delle zone asciutte semplicemente perché spingono il rullo troppo uniformemente sulla superficie. Provare a utilizzare dei rulli scanalati speciali, applicandoli ad un angolo di circa 45 gradi per spingere la resina in profondità all'interno dei fasci di fibre dove è necessario. Quando si lavora a progetti più grandi, tagliare in anticipo il materiale CSM in pezzi più piccoli rende molto più semplice il processo di applicazione, mantenendo comunque tutto correttamente allineato durante l'intera fase di stratificazione.
La stuoia di vetro tritato viene utilizzata principalmente come materiale di rinforzo in settori come nautico, automobilistico, edile ed energetico grazie alla sua eccellente resistenza e modellabilità.
La CSM è preferita per la sua flessibilità, la capacità di creare rapidamente spessori e il costo contenuto. È particolarmente utile per ottenere forme complesse ed è spesso più economica rispetto ai materiali tessuti.
Fibre più lunghe offrono una migliore resistenza alla trazione ma riducono la flessibilità. L'orientamento casuale aiuta a distribuire uniformemente lo stress, migliorando la resistenza agli impatti.
Le resine poliestere, vinilesteri e le resine epossidiche vengono comunemente utilizzate con la CSM, ognuna delle quali offre diversi livelli di economicità e prestazioni in base all'applicazione.
CSM dimostra un'eccezionale durata sotto stress e esposizione ambientale, mantenendo le sue proprietà intatte anche dopo prolungata esposizione a nebbia salina, luce UV e fluttuazioni di temperatura.
Copyright © 2025 di Shandong Rondy Composite Materials Co., Ltd. — Informativa sulla privacy




 Ultime notizie
Ultime notizie
