
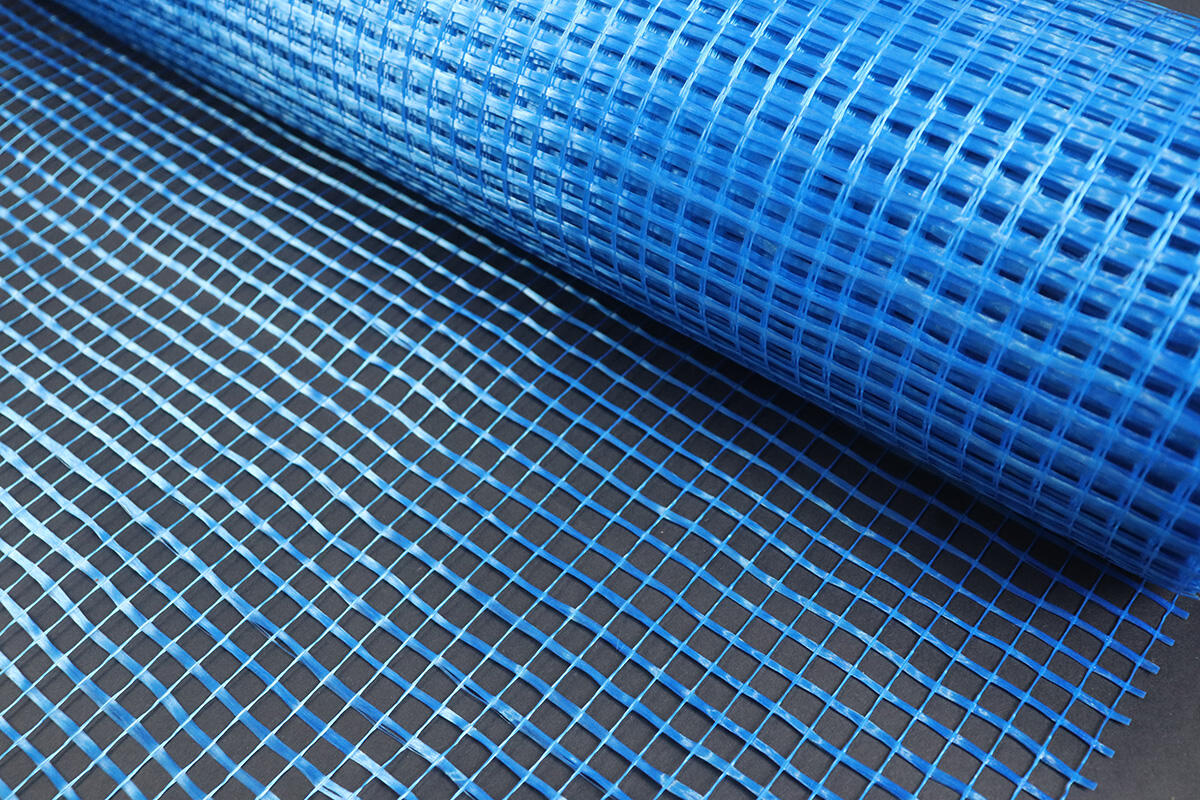
Ang Fiberglass Chopped Strand Mat, na karaniwang kilala bilang CSM, ay nagsisilbing materyales na nagpapalakas na karaniwang ginawa mula sa maikling hibla ng salamin na pinaghalo nang magkakabila. Ang mga pinotong hibla ay karaniwang nasa haba na mga 25 hanggang 50 milimetro at pinagdudugtong gamit ang isang uri ng kemikal na pandikit. Ang proseso ng pagmamanupaktura ay nagsisimula kapag tinunaw ng mga tagagawa ang salamin at hinila ito upang maging mahabang mga sinulid. Pagkatapos, pinuputol ang mga sinulid na ito sa mga piraso at sinisprayan ng alinman sa polyester o acrylic resins para sa pagkakadikit. Matapos ang hakbang na ito, inaayos ng mga manggagawa ang lahat ng mga maliit na hibla sa anyo ng mga sapal at binibigyan ng init kasama ang presyon upang ang lahat ay maayos na maipamahagi sa ibabaw. Ang nagpapagawa sa CSM na talagang kapaki-pakinabang ay ang paraan ng pagkakasya nito sa mga kumplikadong hugis ng mold habang pinoproseso, bukod pa sa pagbibigay nito ng pare-parehong lakas sa loob ng mga komposit na materyales anuman ang direksyon.
Ang pagganap ng CSM ay nakasalalay sa dalawang pangunahing sangkap: E-glass fibers at thermosetting binders. Ang E-glass, na binubuo ng 96–98% silica-alumina, ay nag-aalok ng mahusay na electrical insulation at alkali resistance. Ang binder, karaniwang polyester o acrylic resin na nasa 3–5% konsentrasyon, ay nagpapanatili ng integridad ng mat bago ang laminasyon at natutunaw habang nangyayari ang resin saturation, na nagpapalakas ng adhesyon ng hibla sa resin.
| Fiber Parameter | Karaniwang Saklaw | Binder Criteria | Epekto sa Pagganap |
|---|---|---|---|
| Diyametro | 13–20 microns | Polyester o acrylic resin | Nagpapahusay ng resin compatibility |
| Haba | 25–50 mm | 3–5% binder concentration | Nagbabalance ng conformability at rigidity |
Ang paraan ng pag-uugali ng mga hibla ay may malaking epekto kung paano nagtatanghal ang mga materyales nang mekanikal. Kapag gumagawa tayo gamit ang mas mahabang hibla na nasa mga 50mm kumpara sa karaniwang 25mm, kadalasan ay nakikita namin ang pagpapabuti sa lakas ng pagkabigyang-diin (tensile strength) na nasa pagitan ng 15 hanggang marahil 20 porsiyento. Gayunpaman, ang mga mahahabang hiblang ito ay may kaukulang gastos pagdating sa kakayahang umangkop, lalo na sa mga kumplikadong modyul na may siksik na radius. Ang kusang pagkakaayos ng mga hibla ay nagkakalat ng tensyon sa lahat ng direksyon na nagtutulong sa mga materyales na makatiis ng mga pag-atake nang mas mahusay kumpara sa mga direksiyonal na tela na minsan ay nag-aalok ng hanggang 30 porsiyentong mas magandang paglaban sa impact. Ang kamakailang pag-aaral na inilathala noong 2023 ay tumingin sa ugali ng komposit na shear at natuklasan ang isang kakaibang bagay tungkol sa pagkakatugma ng binder resin. Kapag na-optimize ang pagkakatugmang ito, ang lakas sa pagitan ng mga layer (interlaminar strength) ay tumaas ng humigit-kumulang 18 porsiyento, na nangangahulugan na ang mga bahagi ay malayo pa sa pagkakahiwalay (delaminate) sa ilalim ng presyon. Lahat ng mga salik na ito ang nagpapaliwanag kung bakit nananatiling popular ang CSM sa iba't ibang industriya kabilang ang mga bangka, kotse, at iba't ibang sektor ng pagmamanupaktura kung saan mahalaga ang lakas at ang kakayahang hubugin ang mga komplikadong anyo.
Nag-aalok ang CSM ng pagpapalakas sa maramihang direksyon, nagbibigay ng mga saklaw ng tensile strength sa pagitan ng 30 hanggang 50 MPa at mga flexural strength na karaniwang umaabot sa higit sa 60 MPa kapag maayos na nilaminasyon. Ang kusang pagkakaayos ng mga hibla ay nagkalat ng stress nang medyo pantay sa buong materyales, na nagpapagaling dito lalo na para sa mga bagay tulad ng mga hull ng bangka at mga panel ng katawan ng kotse kung saan mahalaga ang pagtutol sa mga impact. Mga pagsubok na isinagawa ng mga tagagawa ay nagpapahiwatig na maaaring sumipsip ang CSM ng humigit-kumulang 15 hanggang 25 porsiyento pang higit na enerhiya kapag biglang nahampas kumpara sa mga single-direction fabrics. Tinutulungan nitong ito ang pagkalat ng mga bitak sa mga lugar tulad ng mga deck surface sa bangka o mga blade sa mga wind turbine, isang katangian na naging lalong mahalaga habang nahaharap ang mga istrukturang ito sa mas matinding kondisyon sa paglipas ng panahon.
Kapag nalantad sa pagsabog ng asin nang halos 2000 oras nang diretso, ang mga komposito na batay sa CSM ay nananatiling may karamihan sa kanilang katangiang lakas. Ang mga pagsubok ay nagpapakita na nawawala nila ang hindi lalagpas sa sampung porsiyento ng kanilang orihinal na mga katangian kahit matapos ang limang buong taon ng matinding kondisyon kabilang ang paulit-ulit na pagkakalantad sa UV light, pagbabago ng kahaluman, at muling pagbabago ng temperatura. Ang paglaban sa korosyon ay talagang nakakaimpresyon din kapag inihambing sa karaniwang mga materyales na bakal. Sa mga lugar kung saan maraming korosyon ang nangyayari, ang mga panel na CSM ay nakakaranas ng korosyon na nasa halos isang ikatlo ng rate na nakikita natin sa tradisyonal na mga metal. Ginagawa silang talagang magagandang pagpipilian para sa mga bagay tulad ng pag-iimbak ng mga kemikal sa mga tangke o pagtatayo ng mga istraktura sa dagat kung saan ang tubig asin ay palaging umaatake sa mga materyales. Dahil sila ay tumatagal nang matagal nang hindi bumabagsak, ang mga kompositong materyales na ito ay naging popular na mga opsyon sa maraming mahihirap na industriyal na setting at mga dagat na kapaligiran kung saan ang pagiging maaasahan ay pinakamahalaga.
Ang kusang pagkakaayos ng hibla ng CSM ay nagdudulot ng pagkakaiba-iba ng lakas sa iba't ibang bahagi, karaniwang nasa plus o minus 12% ayon sa mga pagsusulit sa laboratoryo. Ngunit kung ano ang nagpapakawili-wili dito ay kung paano talaga nagpapamahagi ng mas mahusay na pasan ang mga hindi regular na pagkakaayos kumpara sa mga regular na hinabing materyales. Ang mga tagagawa ay nakabuo na ng mas mahusay na paraan upang patungan ang mga materyales na ito, tulad ng paggamit ng mga pamamaraan sa pagpapakapal gamit ang roller, na nagbaba sa pagkakaiba-iba ng kapal sa ilalim ng 5%. Ito ay nangangahulugan na ang mga bahagi ay kumikilos nang mas pare-pareho sa panahon ng produksyon habang nananatiling madaling hubugin sa mga komplikadong anyo. Marahil iyan ang dahilan kung bakit karamihan sa mga tagagawa ng bangka ay nananatiling gumagamit ng CSM kapag nagtatrabaho sa mga baluktot na seksyon ng katawan ng bangka kahit na ang mga tagagawa ng eroplano ay nangangailangan pa ng mas mahigpit na mga espesipikasyon. Ang kompromiso sa pagitan ng kakayahang umangkop at katiyakan ay talagang gumagana nang mas mahusay para sa mga aplikasyon sa dagat kung saan ang perpektong pagkakapareho ay hindi lagi kinakailangan.
Ginagamit ang Chopped Strand Mat (CSM) at hinabing tela na gawa sa fiberglass para sa iba't ibang bahagi sa paggawa ng composite dahil sa kanilang pagkakaiba sa istruktura. Ang CSM ay binubuo ng maikling hibla ng salamin na nasa pagitan ng 25 at 50 mm ang haba na nasa random na pagkakaayos at pinagsama-sama ng isang resin soluble binder. Nagbibigay ito ng magandang kakayahang umangkop at nagpapahintulot para mabilis na makabuo ng kapal, na nagiging mainam para sa mga hugis na kumplikado tulad ng sahig ng bangka o mga bahagi ng katawan ng kotse. Ang tensile strength nito ay karaniwang nasa 100 hanggang 200 MPa. Ang hinabing tela naman ay mayroong mga tuloy-tuloy na hibla na nakaayos sa isang grid pattern, na nagbibigay ng mas matibay na tensile properties na nasa 300 hanggang 500 MPa. Ang ganitong uri ng materyales ay matatag sa dimensyon at mainam sa mga patag na surface o bahagyang baluktot na bahagi na madalas makikita sa konstruksyon ng eroplano. Ang CSM ay mas mainam na gumagana kasama ang polyester o vinyl ester resins dahil ang mga binder ay magkakatugma, samantalang ang hinabing materyales ay mas natural na magkakatugma sa mga epoxy system. Kapag ang badyet ay higit na mahalaga kaysa sa mga kinakailangan sa lakas na direksyon, ang presyo ng CSM na nasa humigit-kumulang $3 hanggang $5 bawat square meter ay maaaring makatipid sa mga manufacturer ng halos 40% kumpara sa mga hinabing opsyon.
Kapag sinusuri ang cost effectiveness para sa mga aplikasyon ng CSM, nakatayo ang polyester resin bilang pinakamura dahil sa mabilis na proseso ng pagpapatigas at gumagana nang maayos sa pamamagitan ng open mold. Ang downside nito? Hindi ito sapat na matibay kapag binigyan ng presyon, kadalasang nagpapakita ng tensile strength na 25 hanggang 35 MPa at madaling mabasag na naglilimita sa mga lugar kung saan ito maaaring gamitin nang epektibo. Sa susunod na antas ng performance, ang vinyl ester resin ay nag-aalok ng humigit-kumulang 30 porsiyentong pagpapabuti sa paglaban sa mga kemikal at maaaring umabot sa flexural strength na 104.7 MPa. Dahil dito, mainam ito para sa mga bangka at lugar na napapailalim sa matinding kemikal. Nasa pinakataas ay ang epoxy resin, na nagbibigay ng kahanga-hangang tensile strength na 328 MPa at sumisipsip ng 45% mas kaunting tubig kumpara sa ibang opsyon. Ngunit may kasama itong problema - dahil sa mas makapal na konsistensya nito, kailangan ng mga tagagawa ng espesyalisadong kagamitan tulad ng vacuum infusion systems o compression molds upang makamit ang tamang saklaw sa buong materyales.
Mahalaga ang pagkamit ng tamang ratio ng resin-to-fiberglass para sa lakas at kahusayan ng timbang. Ang isang optimal na saklaw na 2:1 hanggang 3:1 sa dami ay nagsisiguro ng kumpletong wet-out nang walang labis na pagtubo ng resin.
| Uri ng resina | Optimal na Ratio | Lakas ng tensyon (MPa) | Bawasan ang mga Puwang |
|---|---|---|---|
| Polyester | 2.5:1 | 28–35 | Moderado |
| Ang vinyl ester | 2.2:1 | 38–42 | Mataas |
| Epoxy | 1.8:1 | 75–85 | Hindi karaniwan |
Ang mga lugar na may sapat na resin ay naglilikha ng mahihinang, siksik na semento ng hibla, samantalang ang sobrang resin ay nagdaragdag ng bigat at binabawasan ang paglaban sa epekto ng 18–22% (Serban 2024).
Nang mag-apply ng resin nang unti-unti gamit ang foam rollers, mas kaunti ang hangin na nakakulong, kaya nababawasan ang mga hindi gustong voids sa ilalim ng 2% sa kalidad ng laminates na ginawa ng mga propesyonal. Ang back rolling technique ay talagang gumagana nang mas mabuti kaysa simpleng pag-brush pagdating sa proper wetting, at baka nasa 40% ang pagpapabuti o kaya, at ito ay mahalaga lalo na kapag ginagamit ang mas makapal na epoxies na mahirap gamitin. Para sa mas malalaking proyekto na sumasaklaw ng malalaking lugar, ang paglalagay ng mga layer nang sunod-sunod ay nakakatulong upang maiwasan ang mga nakakainis na dry patches na nabubuo sa pagitan ng CSM plies, pananatilihin ang pare-parehong kapal sa kabuuan, karaniwang nasa loob ng kalahating millimeter o kaya. Karamihan sa mga manufacturer ay may layuning temperatura sa pag-cure na nasa pagitan ng 20 at 25 degrees Celsius dahil sa saklaw na ito ay nagpapahintulot ng full cross linking nang hindi nagdudulot ng hindi gustong thermal stress, isang bagay na tiyak na nakakaapekto sa tagal ng buhay ng mga materyales sa tunay na kondisyon.
Ang fiberglass chopped strand mat (CSM) ay isang pangunahing materyales sa mga industriya na nangangailangan ng magaan at lumalaban sa korosyon na komposit. Ang isotropic na lakas at moldabilidad nito ay nagpapahalaga dito para sa mga komplikadong geometry sa iba't ibang sektor tulad ng marino, automotive, konstruksyon, at renewable energy.
Ang mga tagatayo ng bangka ay umaasa sa CSM para palakasin ang mga hull ng sasakyan, deck, at mga matitibay na bulkhead na kailangang tumigil sa parehong pagkalugi ng alat at iba't ibang uri ng dinamikong puwersa sa dagat. Nahuli na rin ito ng industriya ng automotive, na gumagamit ng kompositong sandwich na materyales sa mga panel ng pinto, hood, at mga panangga sa ilalim. Ang bagay na ito ay maaaring bawasan ang bigat ng sasakyan ng halos 40% kumpara sa mga tradisyonal na bahagi ng bakal, na nagpapagulo sa pagiging epektibo ng gasolina. Para sa pangkaraniwang mga proyekto sa konstruksyon, gumagawa ng himala ang CSM sa mga sistema ng bubong, tubo sa industriya, at mga prepektong modular na yunit dahil sa kahanga-hangang lakas nito at nakakagulat na mga katangian ng paglaban sa apoy. At huwag kalimutan ang mga baling ng hangin, dahil ang mga malalaking ito ay umaasa nang malaki sa CSM dahil kailangan nila ng isang bagay na hindi mababasag pagkalipas lamang ng ilang taon ng paulit-ulit na pag-ugoy at presyon. Ang karamihan sa mga modernong turbine ay idinisenyo upang magtagal ng mahigit dalawang dekada bago kailanganin ang kapalit.
Upang makamit ang pinakamahusay na resulta habang nagtatrabaho sa mga composite materials, matalinong gawin ang paghahalo ng CSM fabric at woven types na sinusunod ang isang rough 2 to 1 pattern. Magsimula sa dalawang layer ng CSM upang makatulong sa maayos na pagkalat ng resin sa buong materyales, pagkatapos ay idagdag ang isang woven layer sa itaas para sa dagdag na lakas sa tiyak na direksyon. Kapag gumagamit ng vacuum bagging techniques, karamihan sa mga propesyonal ay nakakapag-ulat na nakakakuha sila ng humigit-kumulang 95 hanggang halos 100 porsiyentong contact sa pagitan ng mga fibers at resin, na talagang binabawasan ang mga nakakabagabag na air pockets. Para sa anumang may curves o complex shapes, subukang i-stagger ang mga overlap ng tela ng humigit-kumulang isang pulgada bawat beses. Tumutulong ito upang maiwasan ang mga lugar kung saan masyadong maraming materyales ang nagtatipon at lumilikha ng maayos na smooth transitions sa ibabaw kaysa sa mga bump at ridges.
Masyadong maraming resin ay isa sa mga karaniwang pagkakamali na ginagawa ng mga tao kapag nagtatrabaho sa composites, dahil ito ang nagpapahintulot sa mga fibers na hindi maayos na makabond. Upang maiwasan ang problemang ito, ilapat ang resin nang dahan-dahan at hindi lahat nang sabay-sabay. Magsimula sa pagkuha ng humigit-kumulang 70% saturation sa mat, pagkatapos ay hintayin nang mga limang minuto upang mawala ang labis bago matapos ang proseso ng wet out. Maraming tao ang nagtatapos sa mga dry spots dahil lang sa pag-roll nang pantay-pantay sa ibabaw. Subukang gamitin ang mga espesyal na serrated rollers sa isang anggulo na humigit-kumulang 45 degree upang talagang ipush ang resin nang malalim sa loob ng mga fiber bundles kung saan ito dapat pumunta. Kapag nagtatrabaho sa mas malalaking proyekto, pagputol nang maaga ng CSM material sa mas maliit na piraso ay nagpapagaan nang husto sa paghawak habang patuloy na pinapanatili ang tama at maayos na pagkakaayos sa buong proseso ng layup.
Ang Fiberglass Chopped Strand Mat ay pangunahing ginagamit bilang materyales na nagpapalakas sa mga industriya tulad ng marino, automotive, konstruksyon, at renewable energy dahil sa kahanga-hangang lakas at moldabilidad nito.
Ginagamit ang CSM dahil sa kakayahang umangkop, kakamit ng makabuo ng kapal nang mabilis, at murang gastos. Mabuti ito para sa paggawa ng mga kumplikadong hugis at kadalasang mas abot-kaya kumpara sa mga hinabing materyales.
Ang mas mahabang hibla ay nag-aalok ng pinahusay na tensile strength ngunit binabawasan ang kakayahang umangkop. Ang hugis-haluhalo o random na direksyon ay tumutulong sa pantay na pagbabahagi ng pressure, na nagpapahusay ng paglaban sa epekto.
Ang polyester, vinyl ester, at epoxy resins ay karaniwang ginagamit kasama ang CSM, na nag-aalok ng iba't ibang antas ng gastos at pagganap depende sa aplikasyon.
Nagpapakita ang CSM ng hindi pangkaraniwang tibay sa ilalim ng presyon at pagkalantad sa kapaligiran, pinapanatili nito ang mga katangian nang maayos kahit matapos ang matagal na pagkalantad sa asin na ulan, UV light, at pagbabago ng temperatura.
Kopirayt © 2025 ni Shandong Rondy Composite Materials Co., Ltd. — Patakaran sa Pagkakapribado




 Balitang Mainit
Balitang Mainit
