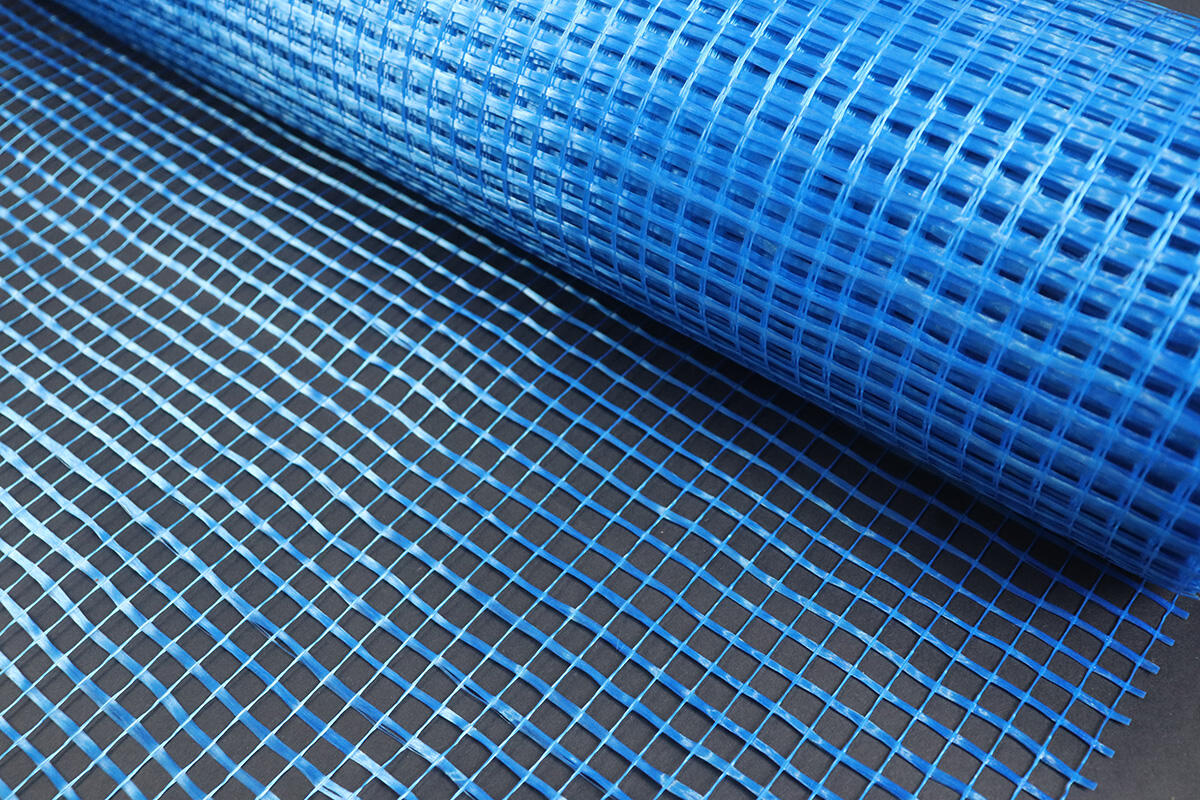
Materiał z włókna szklanego w postaci krajanki, znany również jako CSM, służy jako materiał wzmacniający, który w zasadzie składa się z krótkich włókien szklanych wymieszanych ze sobą w przypadkowy sposób. Te pokrojone włókna zazwyczaj mają długość około 25 do 50 milimetrów i są utrzymywane razem za pomocą jakiegoś chemicznego lepiszcza. Produkcja rozpoczyna się od stopienia szkła i wyciągnięcia z niego długich nitek. Następnie nitek te są krojonych na kawałki, które następnie są natryskiwane żywicami poliestrowymi lub akrylowymi w celu ich sklejenia. Po tym etapie pracownicy układają wszystkie te drobne włókna w krajanki i poddają je działaniu ciepła oraz ciśnienia, aby zapewnić równomierne rozłożenie się po całej powierzchni. To, co czyni CSM naprawdę przydatnym, to jego doskonałe dopasowanie się do skomplikowanych kształtów form w procesach produkcyjnych, a także zapewnienie jednolitych właściwości wytrzymałościowych w całym materiale kompozytowym niezależnie od kierunku.
Wydajność CSM zależy od dwóch kluczowych komponentów: włókien E-glass i termoutwardzalnych żywic. E-glass, składające się z 96–98% krzemionki i glinokrzemianów, zapewnia doskonałą izolację elektryczną i odporność na alkalia. Żywica, zazwyczaj poliestrowa lub akrylowa w stężeniu 3–5%, gwarantuje integralność mata przed laminowaniem i rozpuszcza się podczas nasycania żywicą, wspomagając silne połączenie między włóknem a żywicą.
| Parametr włókna | Zakres typowy | Kryteria żywicy | Wpływ na wydajność |
|---|---|---|---|
| Średnica | 13–20 mikronów | Żywica poliestrowa lub akrylowa | Poprawia kompatybilność z żywicą |
| Długość | 25–50 mm | stężenie żywicy 3–5% | Równoważy elastyczność i sztywność |
Sposób, w jaki zachowują się włókna, ma duży wpływ na właściwości mechanicze materiałów. Pracując z dłuższymi włóknami o długości około 50 mm zamiast standardowych 25 mm, zazwyczaj odnotowuje się poprawę wytrzymałości na rozciąganie o około 15, a nawet do 20 procent. Jednak dłuższe włókna mają swoją cenę, jeśli chodzi o elastyczność, zwłaszcza przy formowaniu trudnych, ciasnych promieni. Losowy układ włókien rozprasza naprężenia we wszystkich kierunkach, co pomaga materiałom lepiej znosić uderzenia niż tkaniny o określonym kierunku, czasem zapewniając nawet o 30% lepszą odporność na uderzenia. Ostatnia praca opublikowana w 2023 roku, dotycząca zachowania kompozytów pod ścinaniem, wykazała ciekawą zależność dotyczącą kompatybilności żywicy wiążącej. Gdy kompatybilność ta zostaje zoptymalizowana, wytrzymałość międzwarstwowa wzrasta o około 18%, co oznacza, że elementy są znacznie mniej narażone na delaminację pod wpływem obciążeń. Wszystkie te czynniki wyjaśniają, dlaczego CSM pozostaje tak popularnym wyborem w różnych gałęziach przemysłu, w tym przy budowie łodzi, samochodów czy w wielu sektorach produkcyjnych, gdzie zarówno wytrzymałość, jak i możliwość nadania złożonych kształtów odgrywają kluczową rolę.
CSM zapewnia wzmocnienie we wszystkich kierunkach, osiągając zakres wytrzymałości na rozciąganie od 30 do 50 MPa oraz wytrzymałość na zginanie często przekraczającą 60 MPa przy odpowiednim laminowaniu. Losowy układ włókien równomiernie rozprowadza naprężenia w całym materiale, co czyni go szczególnie przydatnym w zastosowaniach takich jak kadłuby łodzi czy panele karoseryjne samochodów, gdzie istotna jest odporność na uderzenia. Badania przeprowadzone przez producentów wskazują, że CSM potrafi pochłonąć około 15 do 25 procent więcej energii przy nagłym uderzeniu w porównaniu do tkanin jednokierunkowych. Ta cecha pomaga zapobiegać rozprzestrzenianiu się pęknięć w miejscach takich jak pokłady łodzi czy łopaty turbin wiatrowych, co staje się coraz istotniejsze w miarę nasilania się ekstremalnych warunków eksploatacyjnych.
Po wystawieniu na działanie mgły solnej przez około 2000 godzin bez przerwy, kompozyty na bazie CSM nadal zachowują większość swoich właściwości wytrzymałościowych. Badania wykazują, że tracą mniej niż 10% swoich oryginalnych właściwości nawet po upływie pięciu ciężkich lat ekspozycji na działanie nieustannego światła UV, zmian wilgotności oraz cyklicznych zmian temperatury. Odporność na korozję również jest imponująca, szczególnie w porównaniu do zwykłych stali. W miejscach, gdzie występuje intensywna korozja, panele CSM korodują z prędkością wynoszącą około jednej trzeciej w stosunku do tradycyjnych metali. Dzięki temu są doskonałym wyborem do przechowywania chemikaliów w zbiornikach lub w budowie konstrukcji na otwartym morzu, gdzie woda morska nieustannie atakuje materiały. Dzięki swojej trwałości i odporności na degradację, materiały kompozytowe zdobyły dużą popularność w wielu trudnych warunkach przemysłowych i środowiskach morskich, gdzie najważniejsza jest niezawodność.
Losowy układ włókien w CSM powoduje różnice wytrzymałości w różnych obszarach, zazwyczaj około plus/miinus 12% na podstawie badań laboratoryjnych. Co ciekawe, te nieregularności w rzeczywistości pomagają lepiej rozprowadzać obciążenia niż materiały o regularnym, tkanej strukturze. Producentom udało się opracować lepsze metody warstwowego układania tych materiałów, jak na przykład metoda z zastosowaniem zagęszczania wałkowego, co zmniejsza wariacje grubości poniżej 5%. Oznacza to, że elementy zachowują się bardziej jednolicie podczas produkcji, a jednocześnie pozostają łatwe w formowaniu na skomplikowane kształty. Prawdopodobnie dlatego większość stoczni nadal preferuje CSM przy pracach nad wygiętymi sekcjami kadłuba, mimo że producenci lotniczy wymagają znacznie rygorystyczniejszych specyfikacji. Kompromis pomiędzy elastycznością a precyzją działa lepiej w zastosowaniach morskich, gdzie idealna jednolitość nie zawsze jest konieczna.
Mata z krajcowego włókna szklanego (CSM) i płótno z włókna szklanego o różnej strukturze odgrywają odmienne role w produkcji kompozytów ze względu na swój sposób budowy. CSM składa się z krótkich włókien szklanych o długości od 25 do 50 mm, które są ułożone przypadkowo i sklejone za pomocą tzw. żywicznego spoiwa rozpuszczalnego w żywicy. Zapewnia to dobrą elastyczność i umożliwia szybkie osiągnięcie grubości, co czyni ją idealną do skomplikowanych kształtów, takich jak kadłuby łodzi czy elementy nadwozia samochodowego. Wytrzymałość na rozciąganie mieści się zazwyczaj w przedziale od 100 do 200 MPa. Płótno tkane z kolei posiada ciągłe włókna ułożone w sposób krzyżowany, co zapewnia znacznie wyższe właściwości wytrzymałościowe na rozciąganie, wynoszące około 300 do 500 MPa. Taki materiał charakteryzuje się stabilnością wymiarową i sprawdza się na płaskich powierzchniach lub lekko wygiętych elementach, które często występują w konstrukcjach lotniczych. CSM lepiej współpracuje z żywicami poliestrowymi lub winiłowymi estry, ponieważ spoiwa dobrze się do nich dopasowują, natomiast materiały tkane bardziej naturalnie współgrają z systemami epoksydowymi. Gdy kwestią priorytetową jest budżet, a nie wymagania dotyczące wytrzymałości kierunkowej, cena CSM, wynosząca około 3 do 5 dolarów za metr kwadratowy, może pozwolić producentom zaoszczędzić około 40% w porównaniu do kosztów związanych z opcjami tkanymi.
W przypadku oceny opłacalności w zastosowaniach CSM żywica poliestrowa wyróżnia się jako opcja bardziej ekonomiczna dzięki krótkim czasom utrwalania i dobrze sprawdza się w metodach otwartych formowania. Wadą jest jednak jej słaba odporność na obciążenia, z wytrzymałością na rozciąganie wynoszącą zazwyczaj od 25 do 35 MPa, a także skłonność do pękania, co ogranicza zakres jej skutecznego zastosowania. Przechodząc na wyższy poziom wydajności, żywica winylowa oferuje około 30-procentową poprawę odporności na chemikalia i może osiągać wytrzymałość na zginanie aż do 104,7 MPa. Dzięki temu doskonale sprawdza się w zastosowaniach takich jak łodzie czy miejsca narażone na działanie agresywnych chemikaliów. Na samym szczycie znajduje się żywica epoksydowa, zapewniająca imponującą wytrzymałość na rozciąganie rzędu 328 MPa i wchłaniająca nawet o 45% mniej wody w porównaniu do innych opcji. Istnieje jednak pewien minus – ze względu na większą lepkość, producenci potrzebują specjalistycznego sprzętu, takiego jak systemy infuzji próżniowej czy formy kompresyjne, aby zapewnić równomierne pokrycie materiału.
Uzyskanie właściwego stosunku żywicy do włókna szklanego jest kluczowe dla wytrzymałości i efektywności wagowej. Optymalny zakres 2:1 do 3:1 objętościowo gwarantuje pełne nasycenie bez nadmiaru żywicy.
| Rodzaj żywicy | Optymalny stosunek | Wytrzymałość na rozciąganie (MPa) | Zmniejszenie liczby porów |
|---|---|---|---|
| Poliester | 2.5:1 | 28–35 | Umiarkowany |
| Winyloester | 2.2:1 | 38–42 | Wysoki |
| Epoksyd | 1.8:1 | 75–85 | Wyjątkowa |
Obszary niedostatecznie nasączone żywicą tworzą słabe, bogate w włókno strefy, podczas gdy nadmierne nasycenie zwiększa wagę i zmniejsza odporność na uderzenia o 18–22% (Serban 2024).
Stosując żywicę stopniowo za pomocą rurek piankowych, znacznie mniej powietrza zostaje uwięzione, co redukuje dokuczliwe wolne przestrzenie do około 2% w jakościowych laminatach wykonanych przez profesjonalistów. Technika wtłaczania od tyłu działa w rzeczywistości znacznie lepiej niż proste malowanie pędzlem, jeśli chodzi o osiągnięcie odpowiedniego nasycenia, być może nawet o około 40% lepiej, co ma duże znaczenie przy grubszych epoksydach, które są trudniejsze do obróbki. Dla większych projektów obejmujących duże powierzchnie, układanie warstw jednej po drugiej pomaga uniknąć irytujących nieprzylegających miejsc między warstwami CSM, utrzymując całkowitą grubość na dość jednym poziomie, zazwyczaj w granicach pół milimetra plus-minus. Większość producentów dąży do temperatury utrwalania gdzieś pomiędzy 20 a 25 stopniami Celsjusza, ponieważ ten zakres umożliwia pełne utworzenie wiązań sieciowych bez powodowania niepożądanych naprężeń termicznych, co zdecydowanie wpływa na to, jak długo materiały będą trwać w realnych warunkach użytkowania.
Mata z krajanej włókniny szklanej (CSM) jest podstawowym materiałem w branżach wymagających lekkich i odpornych na korozję kompozytów. Jej izotropowa wytrzymałość oraz plastyczność sprawiają, że jest idealna do wytwarzania skomplikowanych geometrii w sektorach takich jak: żeglugowy, motoryzacyjny, budowlany i energetyki odnawialnej.
Budowniczowie jednostek morskich sięgają po CSM w przypadku wzmacniania kadłubów, pokładów oraz trudnych do wykonania przegród szczelnych, które muszą skutecznie przeciwstawić się zarówno korozji solną, jak i różnym dynamicznym siłom panującym na morzu. Branża motoryzacyjna również zauważyła jego zalety, wykorzystując materiały kompozytowe typu sandwich w panelach drzwiowych, maskach oraz osłonach dna pojazdu. Materiał ten potrafi zmniejszyć wagę pojazdu o około 40% w porównaniu do tradycyjnych stalowych elementów, co znacząco wpływa na efektywność zużycia paliwa. W standardowych projektach budowlanych CSM doskonale sprawdza się w systemach dachowych, instalacjach przemysłowych oraz jednostkach modułowych prefabrykowanych dzięki swojej imponującej wytrzymałości na rozciąganie i zaskakującej odporności na ogień. Nie można również zapomnieć o turbinach wiatrowych – te ogromne łopaty w dużej mierze polegają na CSM, ponieważ potrzebują materiału, który nie ulegnie zniszczeniu po zaledwie kilku latach ciągłych drgań i obciążeń. Większość współczesnych turbin zaprojektowano tak, aby bezproblemowo funkcjonowały przez ponad dwadzieścia lat zanim zajdzie potrzeba ich wymiany.
Aby osiągnąć najlepsze wyniki przy pracy z materiałami kompozytowymi, ogólnie dobrym pomysłem jest łączenie tkaniny typu CSM z płóciennym układem w przybliżonym stosunku 2 do 1. Zacznij od dwóch warstw CSM, aby pomóc w równomiernym rozprowadzeniu żywicy po całym materiale, a następnie dodaj pojedynczą warstwę płócienną u góry, aby zwiększyć wytrzymałość w określonych kierunkach. Stosując technikę próżniową, większość specjalistów zauważa, że osiąga się kontakt między włóknami a żywicą na poziomie od 95 do prawie 100 procent, co znacznie zmniejsza te dokuczliwe pęcherzyki powietrza. W przypadku elementów o kształtach krzywoliniowych czy skomplikowanych, spróbuj przesuwać nałożenia materiału o około jeden cal za każdym razem. To pomoże uniknąć miejsc, gdzie gromadzi się nadmiar materiału, tworząc przy tym gładkie przejścia na powierzchni zamiast garbów i grzebyków.
Zbyt duża ilość żywicy jest w rzeczywistości jednym z typowych błędów, jakie ludzie popełniają przy pracy z kompozytami, ponieważ uniemożliwia włóknom prawidłowe połączenie się ze sobą. Aby uniknąć tego problemu, należy nakładać żywicę stopniowo, zamiast jednorazowo. Zacznij od zaszycia siatki w około 70%, a następnie odczekaj około pięciu minut, aby usunąć ewentualne nadmiary przed ukończeniem procesu nasycania. Wiele osób kończy z plamami nieprzesyconej maty po prostu dlatego, że zbyt równomiernie ją przetacza. Spróbuj użyć specjalnych rolek z ząbkowaną powierzchnią pod kątem około 45 stopni, aby naprawdę wtłoczyć żywicę w głąb wiązek włókien, gdzie jest potrzebna. Przy większych projektach, wcześniejsze pokrojenie materiału CSM na mniejsze kawałki znacznie ułatwia pracę i jednocześnie pozwala zachować prawidłowe ułożenie całego układu warstw.
Materiał z maty z włókna szklanego typu Chopped Strand Mat jest głównie stosowany jako materiał wzmacniający w przemyśle takim jak żegluga, motoryzacja, budownictwo i odnawialne źródła energii dzięki swojej doskonałej wytrzymałości i możliwości formowania.
CSM jest preferowany ze względu na elastyczność, możliwość szybkiego zwiększania grubości oraz opłacalność. Jest szczególnie przydatny w osiąganiu skomplikowanych kształtów i często bardziej ekonomiczny niż materiały tkane.
Dłuższe włókna zapewniają lepszą wytrzymałość na rozciąganie, ale zmniejszają elastyczność. Losowa orientacja pomaga równomiernie rozkładać naprężenia, co poprawia odporność na uderzenia.
Z matą CSM powszechnie stosuje się żywice poliestrowe, winilowe oraz epoksydowe, z których każda oferuje różne poziomy opłacalności i wydajności w zależności od zastosowania.
CSM wykazuje wyjątkową trwałość pod wpływem obciążeń i ekspozycji środowiskowej, zachowując swoje właściwości nawet po długotrwałym wystawieniu na działanie mgły solnej, światła UV i wahania temperatur.
 Gorące wiadomości
Gorące wiadomościPrawa autorskie © 2025 Shandong Rondy Composite Materials Co., Ltd. — Polityka prywatności