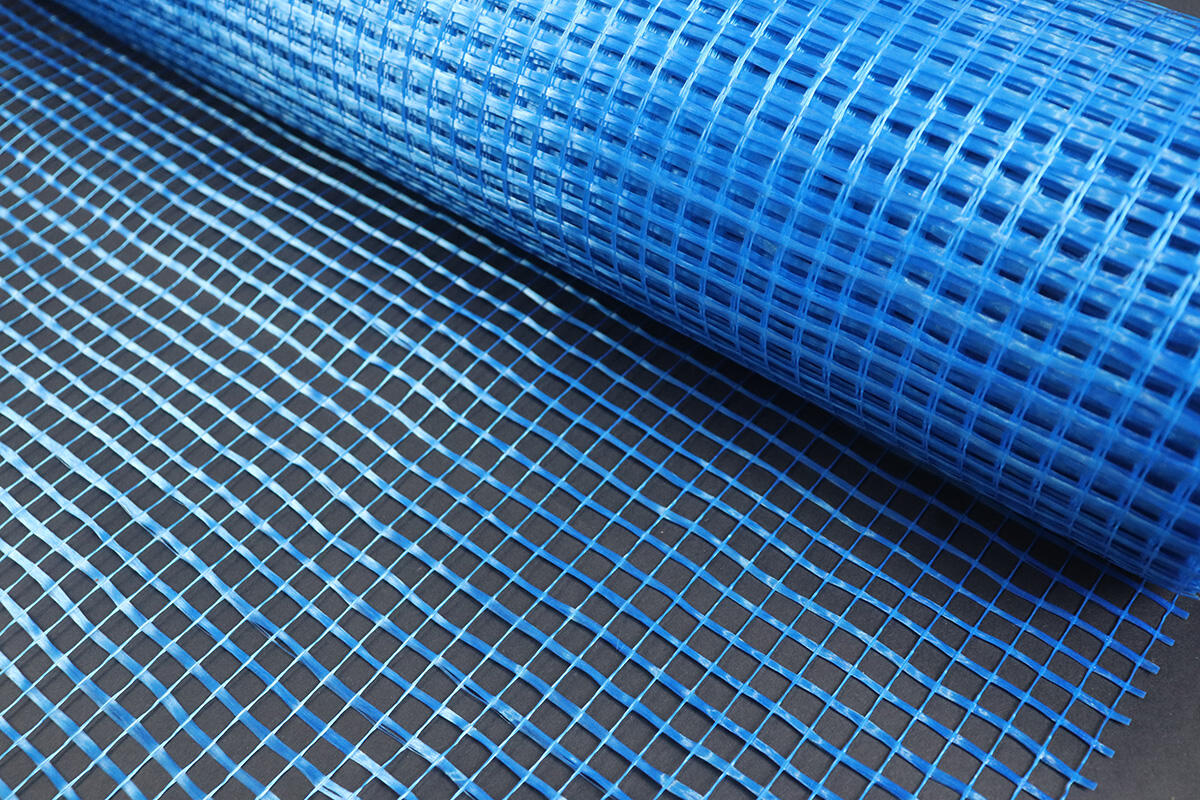
Le mat de fibres coupées, communément appelé CSM, sert de matériau de renforcement constitué principalement de courtes fibres de verre mélangées de manière aléatoire. Ces fibres coupées mesurent généralement entre 25 et 50 millimètres de long et sont maintenues ensemble par un liant chimique quelconque. La fabrication commence par la fusion du verre, puis l'étirement en longs fils. Ensuite, ces fils sont découpés en morceaux et pulvérisés avec des résines polyester ou acryliques pour les agglomérer. Après cette étape, les ouvriers disposent ces petits fragments de fibres en nappes et appliquent de la chaleur ainsi que de la pression afin d'assurer une répartition uniforme sur l'ensemble de la surface. Ce qui rend le CSM particulièrement utile, c'est sa capacité à s'adapter parfaitement aux formes complexes des moules durant les processus de production, tout en offrant une résistance homogène dans les matériaux composites, indépendamment de la direction.
Les performances du CSM dépendent de deux composants clés : les fibres en verre E et les résines thermodurcissables. Le verre E, composé de 96 à 98 % de silice-alumine, offre une excellente isolation électrique et une résistance aux alcalis. La résine, généralement un polyester ou un acrylique à une concentration de 3 à 5 %, garantit l'intégrité du matelas avant le laminage et se dissout durant l'impregnation résineuse, favorisant une bonne adhésion entre les fibres et la résine.
| Paramètre des fibres | Plage typique | Critères du liant | Impact sur les performances |
|---|---|---|---|
| Diamètre | 13–20 microns | Résine polyester ou acrylique | Améliore la compatibilité avec la résine |
| Longueur | 25–50 mm | concentration en liant de 3 à 5 % | Équilibre entre conformabilité et rigidité |
Le comportement des fibres a une influence majeure sur les performances mécaniques des matériaux. Lorsque l'on utilise des fibres plus longues, d'environ 50 mm au lieu des fibres standard de 25 mm, on observe généralement une amélioration de la résistance à la traction de 15 à 20 pour cent. Toutefois, ces fibres plus longues ont un coût en termes de flexibilité, en particulier dans les moules à rayon serré difficiles à gérer. L'arrangement aléatoire des fibres répartit les contraintes dans toutes les directions, ce qui permet aux matériaux de mieux résister aux chocs par rapport aux tissus directionnels, offrant parfois jusqu'à 30 % de résistance supplémentaire aux impacts. Des travaux récents publiés en 2023 sur le comportement au cisaillement des composites ont révélé un phénomène intéressant concernant la compatibilité avec la résine liante. Lorsque cette compatibilité est optimisée, la résistance interlaminaire augmente d'environ 18 %, ce qui signifie que les pièces sont beaucoup moins sujettes au délaminage sous contrainte. Tous ces facteurs expliquent pourquoi le CSM reste une option très populaire dans divers secteurs industriels, notamment les bateaux, les automobiles et de nombreuses autres branches de fabrication où la résistance ainsi que la capacité à former des géométries complexes sont des critères essentiels.
Le mat CSM offre un renforcement dans plusieurs directions, offrant des résistances à la traction comprises entre 30 et 50 MPa, ainsi que des résistances à la flexion souvent supérieures à 60 MPa lorsque le matériau est correctement stratifié. La disposition aléatoire des fibres répartit les contraintes de manière assez uniforme à travers le matériau, ce qui le rend particulièrement adapté aux applications telles que les coques de bateaux et les panneaux de carrosserie automobiles, où la capacité à résister aux chocs est cruciale. Des tests effectués par les fabricants indiquent que le CSM peut absorber environ 15 à 25 % d'énergie supplémentaire en cas de choc soudain par rapport aux tissus unidirectionnels. Cette caractéristique permet d'empêcher la propagation des fissures dans des éléments tels que les ponts de bateaux ou les pales d'éoliennes, un aspect devenu de plus en plus important à mesure que ces structures sont soumises à des conditions plus sévères au fil du temps.
Lorsqu'ils sont exposés au brouillard salin pendant environ 2000 heures d'affilée, les composites à base de CSM conservent encore la majeure partie de leurs caractéristiques mécaniques. Les tests montrent qu'ils perdent moins de dix pour cent de leurs propriétés initiales, même après avoir subi cinq longues années de conditions sévères comprenant une exposition constante à la lumière UV, des variations d'humidité et des fluctuations répétées de température. La résistance à la corrosion est également assez impressionnante par rapport aux matériaux en acier classiques. Dans les environnements très corrosifs, ces panneaux en CSM se corrodent à un taux environ trois fois inférieur à celui observé avec les métaux traditionnels. Cela en fait d'excellents candidats pour des applications telles que le stockage de produits chimiques dans des cuves ou la construction de structures en mer, où l'eau salée attaque constamment les matériaux. Grâce à leur longue durée de vie sans dégradation, ces matériaux composites sont devenus des solutions prisées dans de nombreux environnements industriels exigeants ainsi que dans les milieux marins, là où la fiabilité est primordiale.
La disposition aléatoire des fibres dans le CSM (Chopped Strand Mat) crée des différences de résistance d'une zone à l'autre, généralement autour de ±12 % selon les tests en laboratoire. Ce qui est intéressant, c'est que ces irrégularités permettent en réalité une meilleure répartition des charges que les matériaux tissés réguliers ne peuvent atteindre. Les fabricants ont mis au point des méthodes plus efficaces pour superposer ces matériaux, comme l'utilisation de méthodes de compactage par rouleau, ce qui réduit les variations d'épaisseur à moins de 5 %. Cela signifie que les pièces se comportent de manière plus homogène pendant la production, tout en restant faciles à façonner en des formes complexes. C'est probablement pourquoi la plupart des constructeurs de bateaux continuent d'utiliser le CSM pour les parties courbées de la coque, même si les fabricants d'aéronefs exigent des spécifications beaucoup plus strictes. Le compromis entre flexibilité et précision fonctionne simplement mieux pour les applications marines, où l'uniformité parfaite n'est pas toujours nécessaire.
Le mat de fils coupés (CSM) et le tissu de fibre de verre tissé jouent des rôles différents dans la fabrication des composites en raison de leurs structures distinctes. Le CSM est composé de fibres de verre courtes, longues de 25 à 50 mm, disposées de manière aléatoire et liées entre elles par un agglomérant soluble dans la résine. Cela lui confère une bonne flexibilité et permet une accumulation rapide d'épaisseur, ce qui le rend idéal pour des formes complexes telles que les coques de bateaux ou les pièces de carrosserie automobiles. La résistance à la traction se situe généralement entre 100 et 200 MPa. Le tissu tissé, quant à lui, est constitué de fibres continues organisées en motif quadrillé, offrant des propriétés de résistance à la traction bien plus élevées, de l'ordre de 300 à 500 MPa. Ce type de matériau reste dimensionnellement stable et convient bien aux surfaces planes ou légèrement courbées, souvent rencontrées dans la construction aéronautique. Le CSM s'associe généralement mieux avec des résines polyester ou vinylique ester, les agglomérants étant compatibles, tandis que les matériaux tissés s'adaptent plus naturellement aux systèmes époxy. Lorsque le budget est plus important que les exigences en matière de résistance directionnelle, le prix du CSM, d'environ 3 à 5 dollars par mètre carré, permet aux fabricants d'économiser environ 40 % par rapport au coût des options tissées.
Lorsqu'on examine le rapport qualité-prix pour des applications CSM, la résine polyester se démarque comme une option économique grâce à des temps de durcissement rapides et convient bien aux méthodes utilisant des moules ouverts. Le revers de la médaille ? Elle résiste mal aux contraintes mécaniques, affichant généralement une résistance à la traction de 25 à 35 MPa, et a tendance à se fissurer facilement, ce qui limite les domaines dans lesquels elle peut être utilisée efficacement. En montant en performance, la résine vinylester apporte une amélioration d'environ 30 % en résistance aux produits chimiques et peut atteindre des résistances flexionnelles allant jusqu'à 104,7 MPa. Cela en fait un bon choix pour les bateaux et les zones exposées à des produits chimiques agressifs. Enfin, au sommet de la gamme, on trouve la résine époxy, offrant une résistance à la traction impressionnante de 328 MPa et absorbant 45 % d'eau en moins par rapport aux autres options. Mais attention, en raison de sa consistance plus épaisse, les fabricants ont besoin d'équipements spécialisés tels que des systèmes de vidange sous vide ou des moules de compression pour garantir une imprégnation correcte de l'ensemble du matériau.
L'obtention du bon rapport résine-fibre de verre est essentielle pour garantir la résistance et l'efficacité en poids. Une plage optimale de 2:1 à 3:1 en volume assure une imprégnation complète sans excès de résine.
| Type de résine | Rapport optimal | Résistance à la traction (MPa) | Réduction des vides |
|---|---|---|---|
| Polyester | 2.5:1 | 28–35 | Modéré |
| Ésters de vinyle | 2.2:1 | 38–42 | Haut |
| Époxy | 1.8:1 | 75–85 | Exceptionnelle |
Les zones sous-résinées créent des zones faibles et riches en fibres, tandis que les zones sur-résinées augmentent le poids et réduisent la résistance aux chocs de 18–22 % (Serban 2024).
Lors de l'application progressive de la résine à l'aide de rouleaux en mousse, il y a beaucoup moins d'air emprisonné, ce qui réduit considérablement les vides indésirables à moins de 2 % dans les stratifiés de qualité réalisés par des professionnels. La technique du roulage arrière est en réalité bien plus efficace que le simple brossage pour assurer un imprégnation correcte, avec une amélioration estimée à environ 40 %, ce qui est particulièrement important lorsqu'on utilise des époxydes plus épais difficiles à manipuler. Pour les grands projets couvrant de vastes surfaces, l'application successive de couches permet d'éviter efficacement la formation de zones sèches disgracieuses entre les plis de mat CSM, assurant ainsi une épaisseur globale relativement uniforme, généralement maintenue à ± 0,5 millimètre près. La plupart des fabricants préfèrent des températures de durcissement comprises entre 20 et 25 degrés Celsius, car cette plage permet une réticulation complète sans provoquer de contraintes thermiques indésirables, ce qui influence certainement la durée de vie de ces matériaux dans des conditions réelles d'utilisation.
Le mat de fibres coupées (CSM) est un matériau de base dans les industries exigeant des composites légers et résistants à la corrosion. Sa résistance isotrope et sa malléabilité en font un choix idéal pour des géométries complexes utilisées dans les secteurs maritime, automobile, de la construction et des énergies renouvelables.
Les constructeurs navals utilisent du CSM (Composite Sandwich Material) pour renforcer les coques de bateaux, les ponts et ces cloisons résistantes qui doivent faire face à la fois à la corrosion saline et à toutes sortes de forces dynamiques en mer. L'industrie automobile a également adopté cette approche, utilisant des matériaux composites sandwich pour les panneaux de portes, les capots et les boucliers de carrosserie inférieurs. Ce matériau permet de réduire le poids des véhicules d'environ 40 % par rapport aux composants traditionnels en acier, ce qui a un impact significatif sur l'efficacité énergétique. Dans les projets de construction classiques, le CSM s'avère particulièrement utile pour les systèmes de toiture, les canalisations industrielles et les unités modulaires préfabriquées, grâce à sa résistance à la traction impressionnante et à ses propriétés inattendues de résistance au feu. Et comment ne pas mentionner les éoliennes, dont les immenses pales dépendent largement du CSM, car elles ont besoin d'un matériau qui ne se dégrade pas après seulement quelques années de vibrations et de contraintes constantes. La plupart des éoliennes modernes sont conçues pour durer largement plus de deux décennies avant d'être remplacées.
Pour obtenir les meilleurs résultats lors de la manipulation de matériaux composites, il est généralement recommandé de mélanger le tissu CSM avec des types tissés en suivant un schéma approximatif de 2 pour 1. Commencez par deux couches de CSM afin d'aider à répartir uniformément la résine dans l'ensemble du matériau, puis ajoutez une couche tissée au-dessus pour offrir une résistance supplémentaire dans des directions spécifiques. Lorsque vous utilisez des techniques de mise sous vide, la plupart des professionnels indiquent obtenir environ 95 à presque 100 pour cent d'adhésion entre les fibres et la résine, ce qui réduit considérablement les bulles d'air gênantes. Pour les formes courbées ou complexes, essayez de décaler les recouvrements du tissu d'environ un pouce à chaque fois. Cela aide à éviter les zones où trop de matériau s'accumule et crée de douces transitions sur la surface, plutôt que des bosses et des crêtes.
Trop de résine est en réalité l'une des erreurs courantes que font les gens lorsqu'ils travaillent avec des matériaux composites, car cela empêche les fibres de s'assembler correctement. Pour éviter ce problème, appliquez la résine progressivement au lieu de tout d'un coup. Commencez par obtenir une saturation d'environ 70 % sur la matrice, puis attendez environ cinq minutes pour que l'excédent s'écoule avant de terminer le processus d'imbibage. Beaucoup de personnes se retrouvent avec des taches sèches simplement parce qu'elles roulent trop uniformément sur la surface. Essayez plutôt d'utiliser ces rouleaux spéciaux à surface cannelée en les inclinant à environ 45 degrés, afin de bien insérer la résine profondément dans les faisceaux de fibres où elle doit pénétrer. Lorsque vous travaillez sur de plus grands projets, découpez à l'avance le matériau CSM en morceaux plus petits, ce qui facilite grandement la manipulation, tout en maintenant correctement l'alignement pendant l'ensemble du processus de stratification.
Le mat de fibres courtes est principalement utilisé comme matériau de renforcement dans des industries telles que la marine, l'automobile, la construction et les énergies renouvelables, grâce à sa résistance élevée et sa bonne malléabilité.
Le CSM est privilégié en raison de sa flexibilité, de sa capacité à former rapidement des épaisseurs et de son coût modéré. Il est particulièrement utile pour obtenir des formes complexes et s'avère souvent plus économique que les matériaux tissés.
Les fibres plus longues offrent une meilleure résistance à la traction mais réduisent la flexibilité. L'orientation aléatoire permet une répartition uniforme des contraintes, améliorant ainsi la résistance aux chocs.
Les résines polyester, vinyliquester et époxy sont couramment utilisées avec le CSM, chacune offrant différents niveaux de performance et de coût selon l'application.
Le CSM fait preuve d'une durabilité exceptionnelle sous contrainte et en exposition environnementale, en conservant bien ses propriétés même après une exposition prolongée à la brume salée, à la lumière UV et aux variations de température.
 Actualités en vedette
Actualités en vedetteDroits d'auteur © 2025 par Shandong Rondy Composite Materials Co., Ltd. — Politique de confidentialité