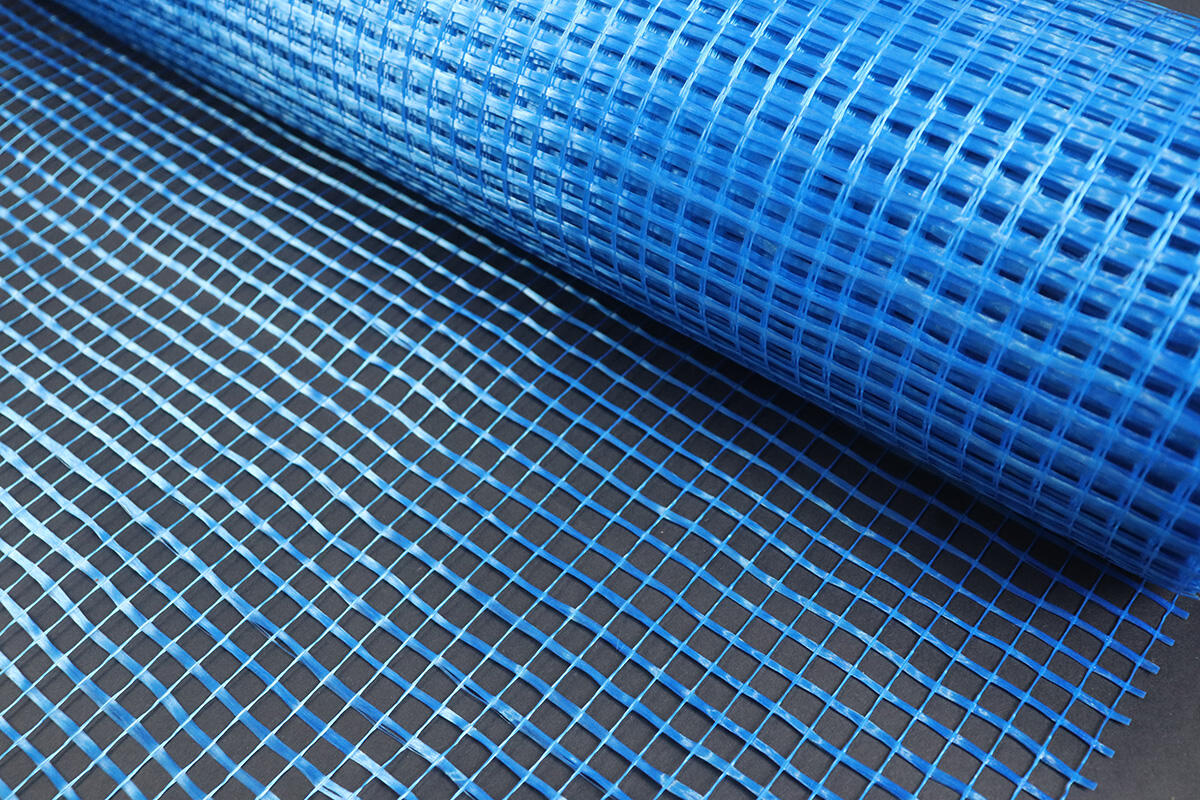
Стекломат из рубленого стренда, commonly known as CSM, служит армирующим материалом, который в основном изготавливается из коротких стеклянных волокон, хаотично смешанных вместе. Эти рубленые стренды обычно имеют длину около 25–50 миллиметров и удерживаются вместе с помощью химического связующего вещества. Производство начинается с того, что производители расплавляют стекло и вытягивают его в длинные нити. Затем эти нити нарезаются на кусочки и обрызгиваются полиэфирными или акриловыми смолами для связывания. После этого рабочие раскладывают все эти волокнистые кусочки в маты и подвергают их воздействию тепла и давления, чтобы обеспечить равномерное распределение по поверхности. То, что делает CSM действительно полезным, — это его способность хорошо адаптироваться к сложным формам при производственных процессах, а также обеспечивать равномерную прочность по всем направлениям в композитных материалах.
Производительность CSM зависит от двух ключевых компонентов: волокон E-glass и термореактивных связующих. E-glass, состоящее из 96–98% диоксида кремния и оксида алюминия, обеспечивает превосходную электрическую изоляцию и устойчивость к щелочам. Связующее, как правило, полиэфирная или акриловая смола в концентрации 3–5%, обеспечивает целостность мата перед ламинированием и растворяется при насыщении смолой, способствуя прочному сцеплению волокон со смолой.
| Параметр волокна | Типичный диапазон | Критерии связующего | Влияние на производительность |
|---|---|---|---|
| Диаметр | 13–20 микрон | Полиэфирная или акриловая смола | Повышает совместимость со смолой |
| Длина | 25–50 мм | концентрация связующего 3–5% | Создает баланс между гибкостью и жесткостью |
Поведение волокон оказывает существенное влияние на механические свойства материалов. При использовании более длинных волокон, около 50 мм, вместо стандартных 25 мм волокон, обычно наблюдается улучшение прочности при растяжении на 15 и даже до 20 процентов. Однако, эти более длинные волокна имеют и свои недостатки в виде потери гибкости, особенно при сложных формах с малыми радиусами изгиба. Случайное расположение волокон распределяет напряжения по всем направлениям, что позволяет материалам лучше противостоять ударам, чем тканые материалы, иногда обеспечивая на 30% лучшую стойкость к ударам. Недавние исследования, опубликованные в 2023 году, изучали сдвиговые свойства композитов и выявили интересный факт о совместимости связующей смолы. При оптимизации этой совместимости прочность между слоями увеличивается примерно на 18%, что означает, что детали гораздо менее склонны к расслаиванию под воздействием нагрузки. Все эти факторы объясняют, почему CSM остается таким популярным выбором в различных отраслях промышленности, включая судостроение, автомобилестроение и различные производственные сектора, где важны как прочность, так и возможность формировать сложные формы.
CSM обеспечивает армирование в нескольких направлениях, обеспечивая предел прочности при растяжении от 30 до 50 МПа и прочность на изгиб, часто превышающую 60 МПа при правильном ламинировании. Случайное расположение волокон равномерно распределяет напряжения по материалу, что делает его особенно подходящим для таких применений, как корпуса лодок и панели кузова автомобилей, где важна способность выдерживать удары. Испытания, проведенные производителями, показывают, что CSM может поглощать примерно на 15–25 % больше энергии при внезапных ударах по сравнению с тканями с одномерным расположением волокон. Эта особенность помогает предотвращать распространение трещин в таких областях, как палубные покрытия лодок или лопасти ветряных турбин, что становится особенно важным по мере ужесточения условий эксплуатции со временем.
При воздействии солевого тумана в течение 2000 часов подряд композиты на основе CSM сохраняют большую часть своих прочностных характеристик. Испытания показывают, что они теряют менее 10% своих первоначальных свойств даже после пяти полных лет воздействия суровых условий, включая постоянное воздействие ультрафиолетового света, изменения влажности и многократные перепады температур. Сопротивление коррозии также впечатляет при сравнении с обычными стальными материалами. В местах, где наблюдается значительная коррозия, панели CSM разрушаются со скоростью, составляющей около трети от скорости традиционных металлов. Это делает их отличным выбором для хранения химикатов в резервуарах или строительства конструкций в морской среде, где соленая вода постоянно воздействует на материалы. Благодаря тому, что эти композитные материалы долго служат без разрушения, они получили широкое применение в различных тяжелых промышленных условиях и морских средах, где особенно важна надежность.
Случайная укладка волокон в ЧПС приводит к различиям в прочности на разных участках, обычно около ±12% согласно лабораторным испытаниям. Интересно, что эти нерегулярности на самом деле способствуют лучшему распределению нагрузки по сравнению с традиционными ткаными материалами. Производители разработали более эффективные методы укладки таких материалов, например, с использованием роликовых уплотнителей, что позволяет снизить вариации толщины до уровня ниже 5%. Это означает, что детали ведут себя более стабильно в процессе производства, оставаясь при этом простыми в формировании сложных форм. Вероятно, поэтому большинство судостроителей продолжают использовать ЧПС при работе с криволинейными участками корпуса, несмотря на то, что в авиационной промышленности требуются гораздо более строгие спецификации. Компромисс между гибкостью и точностью оказывается более выгодным для морских приложений, где идеальная однородность не всегда необходима.
Мат из рубленого волокна (CSM) и тканое стекловолокно выполняют разные функции в производстве композитов из-за особенностей своей структуры. CSM состоит из коротких стеклянных волокон длиной от 25 до 50 мм, хаотично расположенных и скреплённых связующим веществом, растворимым в смоле. Это придаёт ему хорошую гибкость и позволяет быстро набирать толщину, что делает его идеальным для сложных форм, таких как корпуса лодок или детали кузова автомобиля. Прочность на растяжение обычно составляет от 100 до 200 МПа. Тканое полотно, напротив, имеет непрерывные волокна, уложенные в виде сетки, что обеспечивает гораздо более высокую прочность на растяжение — около 300–500 МПа. Такой материал сохраняет стабильность размеров и хорошо подходит для плоских поверхностей или слегка изогнутых деталей, часто встречающихся в авиационном производстве. Маты из рубленого волокна лучше работают с полиэфирными или винилэфирными смолами, поскольку связующие вещества хорошо сочетаются с ними, тогда как тканые материалы более естественным образом сочетаются с эпоксидными системами. Когда бюджет важнее требований к прочности в определённом направлении, цена на CSM примерно в 3–5 долларов США за квадратный метр позволяет производителям сэкономить около 40 % по сравнению со стоимостью тканых материалов.
При оценке соотношения цены и эффективности для применения в производстве слоистых материалов (CSM), полиэфирная смола выделяется как наиболее экономичный выбор благодаря быстрому времени отверждения и хорошо подходит для методов открытой формовки. Однако у нее есть недостаток — она плохо выдерживает нагрузки, обычно демонстрируя предел прочности при растяжении от 25 до 35 МПа, и склонна к растрескиванию, что ограничивает сферы ее эффективного использования. Если подняться выше по шкале производительности, винилэфирная смола обеспечивает примерно на 30% лучшую устойчивость к химическим воздействиям и может достигать прочности при изгибе до 104,7 МПа. Это делает ее подходящим выбором для лодок и областей применения, подверженных воздействию агрессивных химических веществ. На вершине находится эпоксидная смола, обеспечивающая впечатляющий предел прочности при растяжении в 328 МПа и впитывающая на 45% меньше воды по сравнению с другими вариантами. Но здесь есть нюанс — из-за своей большей вязкости производителям требуется специальное оборудование, такое как системы вакуумной инфузии или пресс-формы для сжатия, чтобы добиться равномерного покрытия всего материала.
Достижение правильного соотношения смолы и стекловолокна критически важно для прочности и эффективности по весу. Оптимальный диапазон от 2:1 до 3:1 по объему обеспечивает полное пропитывание без избыточного накопления смолы.
| Тип смолы | Оптимальное соотношение | Устойчивость к растяжению (МПа) | Снижение количества пустот |
|---|---|---|---|
| Полиэстер | 2.5:1 | 28–35 | Умеренный |
| Винилэстер | 2.2:1 | 38–42 | Высокий |
| Эпоксидная смола | 1.8:1 | 75–85 | Исключительное |
Недостаточная пропитка смолой приводит к слабым участкам с избытком волокна, в то время как избыточная пропитка увеличивает вес и снижает ударную вязкость на 18–22% (Serban 2024).
При постепенном нанесении смолы с использованием поролоновых валиков значительно меньше воздуха захватывается, что снижает количество нежелательных пустот до менее чем 2% в качественных слоистых материалах, изготовленных профессионалами. Метод обратного валикования на самом деле работает намного лучше простого нанесения кистью, когда речь идет о правильном пропитывании — улучшение может составлять около 40%, и это имеет большое значение при работе с более плотными эпоксидными смолами, которые труднее поддаются обработке. Для более крупных проектов, охватывающих большие площади, укладка слоев один за другим помогает избежать надоедливых сухих пятен между слоями матов из chopped strand mat (CSM), обеспечивая довольно равномерную толщину по всей конструкции, обычно в пределах половины миллиметра плюс-минус. Большинство производителей стремятся к температуре отверждения в диапазоне от 20 до 25 градусов Цельсия, поскольку этот диапазон позволяет достичь полного поперечного сшивания без возникновения нежелательных термических напряжений, что определенно влияет на срок службы этих материалов в реальных условиях эксплуатации.
Стекломат из рубленого стренда (CSM) является базовым материалом в отраслях, требующих легких и коррозионностойких композитов. Его изотропная прочность и формовочная способность делают его идеальным для сложных геометрий в судостроении, автомобилестроении, строительстве и секторе возобновляемых источников энергии.
Производители судов используют CSM для армирования корпусов, палуб и прочных переборок, которые должны выдерживать коррозию от соленой воды и различные динамические нагрузки на море. Автомобильная промышленность также применяет сэндвич-композитные материалы для панелей дверей, капотов и защитных кожухов днища. Такой материал может снизить вес транспортного средства примерно на 40% по сравнению с традиционными стальными компонентами, что значительно влияет на топливную эффективность. В обычном строительстве CSM отлично подходит для кровельных систем, промышленных трубопроводов и предварительно изготовленных модульных блоков благодаря своей высокой прочности на растяжение и неожиданной устойчивости к огню. Не стоит забывать и о ветряных турбинах — эти массивные лопасти в значительной степени зависят от CSM, поскольку им нужен материал, который не разрушится после нескольких лет постоянной вибрации и нагрузок. Большинство современных турбин рассчитаны на эксплуатацию свыше двух десятилетий до замены.
Для достижения наилучших результатов при работе с композитными материалами обычно рекомендуется смешивать ткань CSM с ткаными типами, соблюдая приблизительное соотношение 2 к 1. Начните с двух слоев CSM, чтобы помочь равномерно распределить смолу по всему материалу, а затем добавьте один верхний тканый слой для дополнительной прочности в определенных направлениях. При использовании метода вакуумного мешка большинство специалистов отмечают, что контакт между волокном и смолой достигает от 95 до почти 100 процентов, что значительно уменьшает количество надоедливых воздушных карманов. Для изделий с изгибами или сложными формами попробуйте смещать нахлесты ткани примерно на дюйм каждый раз. Это поможет предотвратить образование участков с чрезмерным накоплением материала и обеспечит плавные переходы по поверхности вместо бугров и гребней.
Слишком большое количество смолы на самом деле является одной из распространенных ошибок, которые люди допускают при работе с композитами, поскольку это мешает волокнам должным образом соединиться друг с другом. Чтобы избежать этой проблемы, наносите смолу постепенно, а не сразу всю. Начните с того, что добейтесь примерно 70% пропитки материала, затем подождите около пяти минут, чтобы излишки могли стечь, прежде чем завершить процесс пропитки. Многие сталкиваются с проблемой сухих пятен просто потому, что раскатывают смолу слишком равномерно по поверхности. Попробуйте использовать специальные ролики с зазубринами под углом примерно 45 градусов, чтобы хорошо протолкнуть смолу внутрь пучков волокон, туда, где она действительно нужна. При работе с более крупными проектами предварительное нарезание материала CSM на более мелкие куски значительно упрощает обращение с ним, позволяя при этом сохранять правильное расположение всех слоев по всей конструкции.
Стекломат из рубленого стренда в основном используется в качестве армирующего материала в таких отраслях, как судостроение, автомобилестроение, строительство и возобновляемая энергетика, благодаря своей отличной прочности и формовочной способности.
СМ предпочтительнее благодаря своей гибкости, способности быстро наращивать толщину и экономичности. Он особенно полезен для достижения сложных форм и часто более доступен по сравнению с ткаными материалами.
Более длинные волокна обеспечивают повышенную прочность на растяжение, но уменьшают гибкость. Случайная ориентация помогает равномерно распределять напряжения, повышая устойчивость к ударным нагрузкам.
Полиэфирные, винилэфирные и эпоксидные смолы обычно используются со стекломатом, каждая из которых обеспечивает разные уровни экономичности и эксплуатационных характеристик в зависимости от области применения.
CSM демонстрирует исключительную прочность под воздействием нагрузок и окружающей среды, хорошо сохраняя свои свойства даже после длительного воздействия солевого тумана, ультрафиолетового излучения и перепадов температуры.
 Горячие новости
Горячие новостиАвторские права © 2025 принадлежат компании Shandong Rondy Composite Materials Co., Ltd. — Политика конфиденциальности