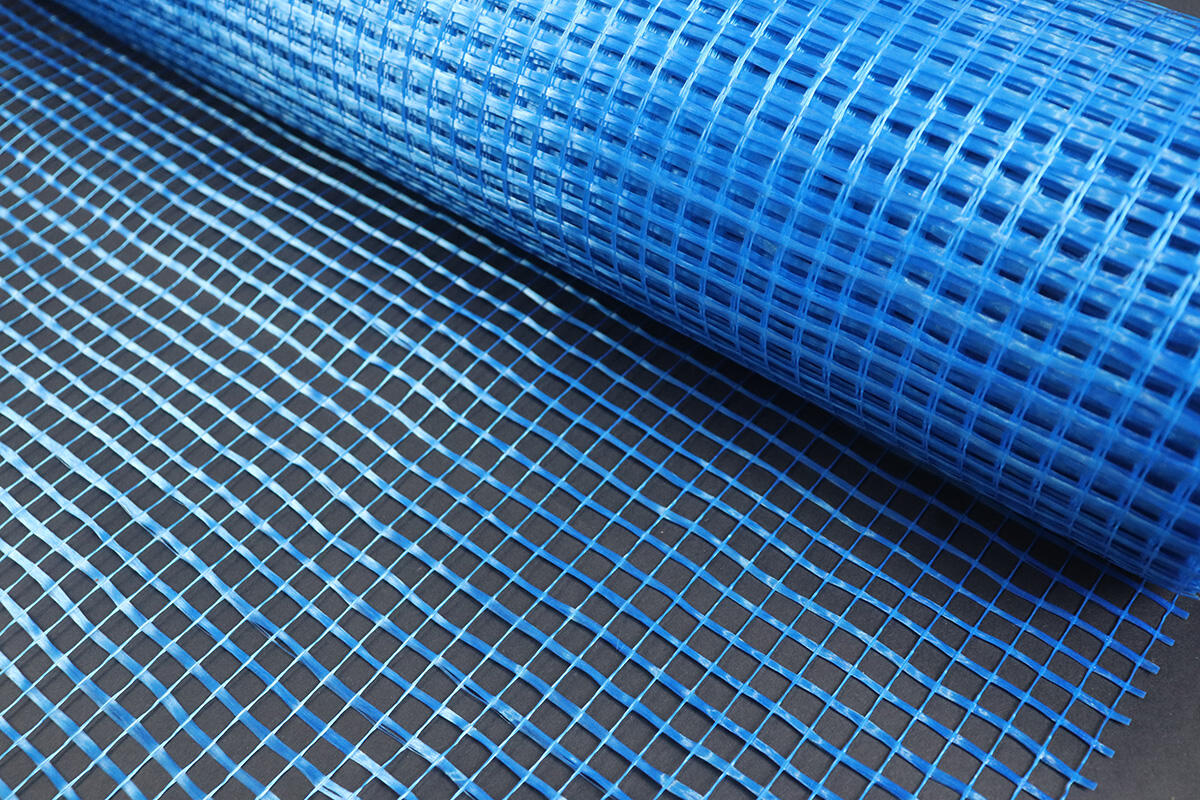
Fiberglas-Chopped-Strand-Mat, allgemein bekannt als CSM, dient als Verstärkungsmaterial, das grundsätzlich aus kurzen Glasfasern besteht, die zufällig miteinander vermischt sind. Diese abgeschnittenen Stränge haben in der Regel eine Länge von etwa 25 bis 50 Millimetern und werden durch eine Art chemischen Binder zusammengehalten. Die Herstellung beginnt damit, dass Hersteller Glas schmelzen und zu langen Fäden ziehen. Anschließend werden diese Fäden in Stücke geschnitten und mit Polyester- oder Acrylharzen eingesprüht, um sie zu verbinden. Danach ordnen Arbeiter all diese kleinen Faserstücke zu Matten an und wenden Wärme sowie Druck an, damit sich alles gleichmäßig auf der Oberfläche verteilt. Das, was CSM besonders nützlich macht, ist seine gute Anpassungsfähigkeit an komplexe Formen während Produktionsprozessen, außerdem verleiht es Verbundwerkstoffen gleichmäßige Festigkeitseigenschafte, unabhängig von der Richtung.
Die Leistungsfähigkeit von CSM hängt von zwei wesentlichen Komponenten ab: E-Glasfasern und duroplastischen Bindemitteln. E-Glas, bestehend aus 96–98 % Siliziumdioxid-Aluminiumoxid, bietet eine ausgezeichnete elektrische Isolierung und Alkalibeständigkeit. Das Bindemittel, üblicherweise Polyester- oder Acrylharz in einer Konzentration von 3–5 %, gewährleistet die Stabilität des Fasermaterials vor der Laminierung und löst sich während der Harzimprägnierung auf, wodurch eine starke Haftung zwischen Fasern und Harz gefördert wird.
| Faserparameter | Typischer Bereich | Bindemittelkriterien | Auswirkungen auf die Leistung |
|---|---|---|---|
| Durchmesser | 13–20 Mikrometer | Polyester- oder Acrylharz | Verbessert die Harzkompatibilität |
| Länge | 25–50 mm | 3–5 % Bindemittelkonzentration | Sorgt für ein Gleichgewicht zwischen Formbarkeit und Steifigkeit |
Das Verhalten der Fasern hat einen großen Einfluss darauf, wie Materialien mechanisch performen. Wenn man mit längeren Fasern von etwa 50 mm statt den Standard-25-mm-Fasern arbeitet, zeigt sich in der Regel eine Verbesserung der Zugfestigkeit um etwa 15 bis sogar 20 Prozent. Allerdings haben diese längeren Fasern auch einen Nachteil in Bezug auf Flexibilität, insbesondere bei jenen schwierigen Formen mit engen Radien. Die zufällige Anordnung der Fasern verteilt die Spannung in alle Richtungen, wodurch Materialien besser in der Lage sind, Stößen standzuhalten, oftmals eine bis zu 30 % höhere Schlagfestigkeit aufweisen können als gerichtete Gewebe. Eine kürzlich im Jahr 2023 veröffentlichte Studie untersuchte das Scherverhalten von Verbundwerkstoffen und entdeckte etwas Interessantes bezüglich der Verträglichkeit des Bindemittels. Wird diese Verträglichkeit optimiert, steigt die Schichtverbundfestigkeit um etwa 18 %, was bedeutet, dass Bauteile unter Belastung deutlich weniger anfällig für Delamination sind. All diese Faktoren erklären, warum CSM nach wie vor eine beliebte Option in verschiedenen Branchen bleibt, einschließlich Bootsbau, Automobilindustrie und diversen Fertigungssektoren, in denen sowohl Festigkeit als auch die Fähigkeit, komplexe Formen herzustellen, eine entscheidende Rolle spielen.
CSM bietet Verstärkung in mehreren Richtungen und erreicht Zugfestigkeitswerte im Bereich von 30 bis 50 MPa sowie Biegefestigkeiten, die bei ordnungsgemäßer Laminierung oft über 60 MPa liegen. Die zufällige Anordnung der Fasern verteilt die Belastung recht gleichmäßig innerhalb des Materials, was es besonders geeignet für Anwendungen macht, bei denen hohe Schlagfestigkeit erforderlich ist, wie z.B. bei Bootsrümpfen oder Karosserieteilen von Fahrzeugen. Von Herstellern durchgeführte Tests zeigen, dass CSM etwa 15 bis 25 Prozent mehr Energie absorbiert, wenn plötzliche Schläge auftreten, im Vergleich zu einseitig ausgerichteten Geweben. Dieses Merkmal verhindert das Ausbreiten von Rissen in Bereichen wie Bootsdecks oder Windturbinenblättern, was mit zunehmender Beanspruchung unter härteren Umweltbedingungen immer wichtiger wird.
Bei ständiger Beanspruchung durch Salzspray über etwa 2000 Stunden behalten Composites auf CSM-Basis weiterhin den Großteil ihrer Festigkeitseigenschaften. Tests zeigen, dass sie weniger als zehn Prozent ihrer ursprünglichen Eigenschaften verlieren, selbst nach fünf vollen Jahren harter Bedingungen, einschließlich ständiger UV-Lichtbelastung, Feuchtigkeitsschwankungen und wiederholter Temperaturwechsel. Der Korrosionsschutz ist im Vergleich zu herkömmlichen Stahlsorten ebenfalls beeindruckend. In Umgebungen mit starker Korrosion korrodieren diese CSM-Platten nur etwa ein Drittel so schnell wie traditionelle Metalle. Das macht sie zu idealen Materialien für Anwendungen wie die Lagerung von Chemikalien in Tanks oder den Bau von Strukturen im Meerwasserbereich, wo Salzwasser ständig auf die Materialien einwirkt. Da diese Verbundwerkstoffe äußerst langlebig sind und nicht schnell zerfallen, haben sie sich in vielen anspruchsvollen Industrieanwendungen sowie marinen Umgebungen durchgesetzt, bei denen Zuverlässigkeit eine entscheidende Rolle spielt.
Die zufällige Faseranordnung von CSM erzeugt unterschiedliche Festigkeiten in verschiedenen Bereichen, typischerweise etwa ±12 % basierend auf Labortests. Interessant ist jedoch, wie diese Unregelmäßigkeiten tatsächlich dazu beitragen, Lasten besser zu verteilen, als es bei regelmäßig gewebten Materialien möglich ist. Hersteller haben verbesserte Methoden entwickelt, diese Materialien zu schichten, beispielsweise durch Walzenverdichtung, wodurch Dickenabweichungen auf unter 5 % reduziert werden. Dies bedeutet, dass Bauteile während der Produktion gleichmäßiger reagieren, während sie weiterhin leicht in komplexe Formen gebracht werden können. Daher halten die meisten Bootsbauer auch bei der Arbeit an gerundeten Rumpfsektionen fest an CSM, obwohl Flugzeughersteller deutlich strengere Spezifikationen benötigen. Der Kompromiss zwischen Flexibilität und Präzision wirkt sich besonders in marinen Anwendungen vorteilhafter aus, bei denen perfekte Gleichmäßigkeit nicht immer erforderlich ist.
Chopped Strand Mat (CSM) und gewebtes Glasfasergewebe spielen aufgrund ihrer Struktur unterschiedliche Rollen in der Verbundstoffherstellung. CSM besteht aus kurzen Glasfasern mit einer Länge zwischen 25 und 50 mm, die zufällig angeordnet sind und mit einem harzlöslichen Binder zusammengehalten werden. Dadurch bietet es eine gute Flexibilität und ermöglicht eine schnelle Aufbauschichtung, was es ideal für komplexe Formen wie Bootsrümpfe oder Karosserieteile macht. Die Zugfestigkeit liegt normalerweise bei etwa 100 bis 200 MPa. Gewebtes Gewebe hingegen besteht aus kontinuierlichen Fasern, die in einem Gittermuster angeordnet sind, und bietet somit eine deutlich höhere Zugfestigkeit von ungefähr 300 bis 500 MPa. Dieses Material zeichnet sich durch eine gute Formstabilität aus und eignet sich gut für flache Oberflächen oder leicht gekrümmte Bauteile, wie sie häufig im Flugzeugbau vorkommen. CSM arbeitet besonders gut mit Polyester- oder Vinylesterharzen, da die Binder gut zusammenpassen, während gewebte Materialien besser mit Epoxidharzsystemen harmonieren. Wenn Kosten wichtiger sind als die Anforderungen an die Richtungsfestigkeit, kann der Preis für CSM von etwa 3 bis 5 Dollar pro Quadratmeter Herstellern rund 40 % Kostenersparnis bringen, verglichen mit gewebten Alternativen.
Bezüglich der Kosteneffizienz in CSM-Anwendungen hebt sich Polyesterharz als preiswerte Option hervor, da es durch kurze Aushärtezeiten besticht und gut mit offenen Formmethoden funktioniert. Der Nachteil? Es hält Belastungen nicht besonders gut stand und weist typischerweise eine Zugfestigkeit von 25 bis 35 MPa auf, zudem neigt es zum Rissbildungen, was die Einsatzmöglichkeiten begrenzt. Kommt es auf höhere Leistung an, bietet Vinylsterharz eine um rund 30 Prozent verbesserte chemische Beständigkeit und erreicht Biegezugfestigkeiten von bis zu 104,7 MPa. Damit eignet es sich gut für Boote und Bereiche, die harten Chemikalien ausgesetzt sind. Ganz vorne dabei ist Epoxidharz, das beeindruckende Zugfestigkeiten von 328 MPa liefert und im Vergleich zu anderen Alternativen rund 45 % weniger Wasser aufnimmt. Doch es gibt einen Haken – aufgrund seiner höheren Viskosität benötigen Hersteller spezielle Ausrüstungen wie Vakuuminfusionssysteme oder Pressformen, um eine gleichmäßige Durchdringung des Materials sicherzustellen.
Die richtige Harz-zu-Glasfasermenge ist entscheidend für Festigkeit und Gewichtseffizienz. Ein optimales Verhältnis von 2:1 bis 3:1 (Volumen) stellt sicher, dass die Fasern vollständig durchtränkt werden, ohne dass sich überschüssiges Harz ansammelt.
| Art des Harzes | Optimales Verhältnis | Zugfestigkeit (MPa) | Voids reduzieren |
|---|---|---|---|
| Polyester | 2.5:1 | 28–35 | - Einigermaßen |
| Vinylester | 2.2:1 | 38–42 | Hoch |
| Epoxy | 1.8:1 | 75–85 | Außergewöhnlich |
Bereiche mit zu wenig Harz weisen eine schwache, fasernreiche Struktur auf, während ein Harzüberschuss das Gewicht erhöht und die Schlagfestigkeit um 18–22 % verringert (Serban 2024).
Beim allmählichen Auftragen von Harz mit Schaumrollern gelangt deutlich weniger Luft in die Schichten, wodurch die lästigen Hohlräume in qualitativ hochwertigen Laminaten, wie sie von Profis hergestellt werden, auf unter etwa 2 % reduziert werden. Die Rückenroll-Technik funktioniert tatsächlich deutlich besser als einfaches Streichen, um eine ordnungsgemäße Durchtränkung zu erreichen – möglicherweise um etwa 40 % effektiver. Dies spielt besonders bei dickeren Epoxidharzen, mit denen es schwieriger ist zu arbeiten, eine große Rolle. Bei größeren Projekten, die große Flächen abdecken, hilft das schichtweise Auftragen dabei, lästige trockene Stellen zwischen den CSM-Lagen zu vermeiden und die Gesamtdicke gleichmäßig zu halten, üblicherweise innerhalb von etwa einem halben Millimeter Toleranz. Die meisten Hersteller streben Aushärtungstemperaturen zwischen 20 und 25 Grad Celsius an, da dieser Bereich eine vollständige Vernetzung ermöglicht, ohne unerwünschte thermische Spannungen auszulösen, was sich definitiv auf die Langlebigkeit dieser Materialien unter realen Bedingungen auswirkt.
Glasfasermatten (CSM) sind ein Grundmaterial in Branchen, die leichte und korrosionsbeständige Verbundwerkstoffe benötigen. Ihre isotrope Festigkeit und Formbarkeit machen sie ideal für komplexe Geometrien in der Marine-, Automobil-, Bau- und erneuerbaren Energiewirtschaft.
Marinebauunternehmen setzen auf CSM, um Schiffsrohren, Decks und den belastbaren Schotten mehr Festigkeit zu verleihen, da diese Materialien sowohl Salzwasser-Korrosion als auch diversen dynamischen Kräften auf See standhalten müssen. Auch die Automobilindustrie nutzt zunehmend Verbund-Sandwich-Materialien für Türverkleidungen, Motorhauben und Unterbodenschutz. Dadurch kann das Fahrzeuggewicht um rund 40 % im Vergleich zu herkömmlichen Stahlbauteilen reduziert werden, was sich positiv auf die Kraftstoffeffizienz auswirkt. Im konventionellen Bauwesen bewährt sich CSM zudem bei Dachsystemen, industriellen Rohrleitungen und vorgefertigten Modulbaukörpern, dank seiner beeindruckenden Zugfestigkeit und überraschenden Brandschutzeigenschaften. Auch Windkraftanlagen dürfen nicht unerwähnt bleiben – diese riesigen Rotorblätter sind stark auf CSM angewiesen, da sie einem ständigen Vibrationen und Belastungen über mehrere Jahre hinweg standhalten müssen. Die meisten modernen Windkraftanlagen sind darauf ausgelegt, problemlos mehr als zwei Jahrzehnte lang eingesetzt zu werden, bevor ein Austausch erforderlich wird.
Um die besten Ergebnisse bei der Arbeit mit Verbundwerkstoffen zu erzielen, ist es generell eine gute Idee, CSM-Gewebe in einem ungefähr 2:1-Verhältnis mit gewebten Typen zu kombinieren. Beginnen Sie mit zwei Schichten CSM, um das Harz gleichmäßig im Material zu verteilen, und fügen Sie anschließend eine einzelne gewebte Schicht hinzu, um die Festigkeit in bestimmten Richtungen zu erhöhen. Werden Vakuumsack-Techniken angewandt, berichten die meisten Profis von etwa 95 bis fast 100 Prozent Kontakt zwischen Fasern und Harz, was die lästigen Luftblasen stark reduziert. Bei Objekten mit Kurven oder komplexen Formen sollten die Stoffüberlappungen jeweils um etwa einen Zoll versetzt werden. Dies hilft dabei, Stellen zu vermeiden, an denen sich zu viel Material ansammelt, und sorgt stattdessen für glatte Übergänge an der Oberfläche, ohne Erhebungen oder Rillen.
Zu viel Harz ist tatsächlich einer der häufigen Fehler, die Menschen beim Arbeiten mit Verbundwerkstoffen machen, da es verhindert, dass die Fasern richtig miteinander verbunden werden. Um dieses Problem zu vermeiden, sollte das Harz schrittweise aufgetragen werden, statt alles auf einmal zu verwenden. Beginnen Sie damit, zunächst etwa 70 % Sättigung auf dem Vliesstoff zu erreichen, und warten Sie anschließend etwa fünf Minuten, damit überschüssiges Harz ablaufen kann, bevor Sie den Tränkungsprozess abschließen. Viele Menschen erhalten trockene Stellen, einfach weil sie den Roller zu gleichmäßig über die Oberfläche bewegen. Versuchen Sie stattdessen, spezielle gezackte Roller in einem Winkel von etwa 45 Grad zu verwenden, um das Harz richtig tief in die Faserbündel zu drücken, wo es benötigt wird. Bei größeren Projekten ist es hilfreich, das CSM-Material bereits vorab in kleinere Stücke zu schneiden. Dies erleichtert das Handling erheblich und sorgt gleichzeitig dafür, dass alles während des gesamten Laminatprozesses korrekt ausgerichtet bleibt.
Fiberglas-Chopped-Strand-Mat wird hauptsächlich als Verstärkungsmaterial in Branchen wie Marine, Automobilindustrie, Bauwesen und Erneuerbare Energien verwendet, dank ihrer hervorragenden Festigkeit und Formbarkeit.
CSM wird aufgrund ihrer Flexibilität, der Fähigkeit, schnell Schichtdicken aufzubauen, und ihrer Kosteneffizienz bevorzugt. Sie ist besonders nützlich, um komplexe Formen zu erreichen, und oft preisgünstiger als gewebte Materialien.
Längere Fasern bieten eine verbesserte Zugfestigkeit, verringern jedoch die Flexibilität. Die zufällige Orientierung hilft, Spannungen gleichmäßig zu verteilen und verbessert so die Schlagzähigkeit.
Unsaturierte Polyesterharze, Vinylesterharze und Epoxidharze werden üblicherweise mit CSM verwendet und bieten je nach Anwendung unterschiedliche Kosteneffizienz und Leistungsmerkmale.
CSM zeigt eine außergewöhnliche Langlebigkeit unter Belastung und Umweltbeanspruchung und behält seine Eigenschaften auch nach längerer Exposition gegenüber Salzsprühnebel, UV-Licht und Temperaturschwankungen gut aufrecht.
 Aktuelle Nachrichten
Aktuelle NachrichtenUrheberrecht © 2025 von Shandong Rondy Composite Materials Co., Ltd. — Datenschutzrichtlinie