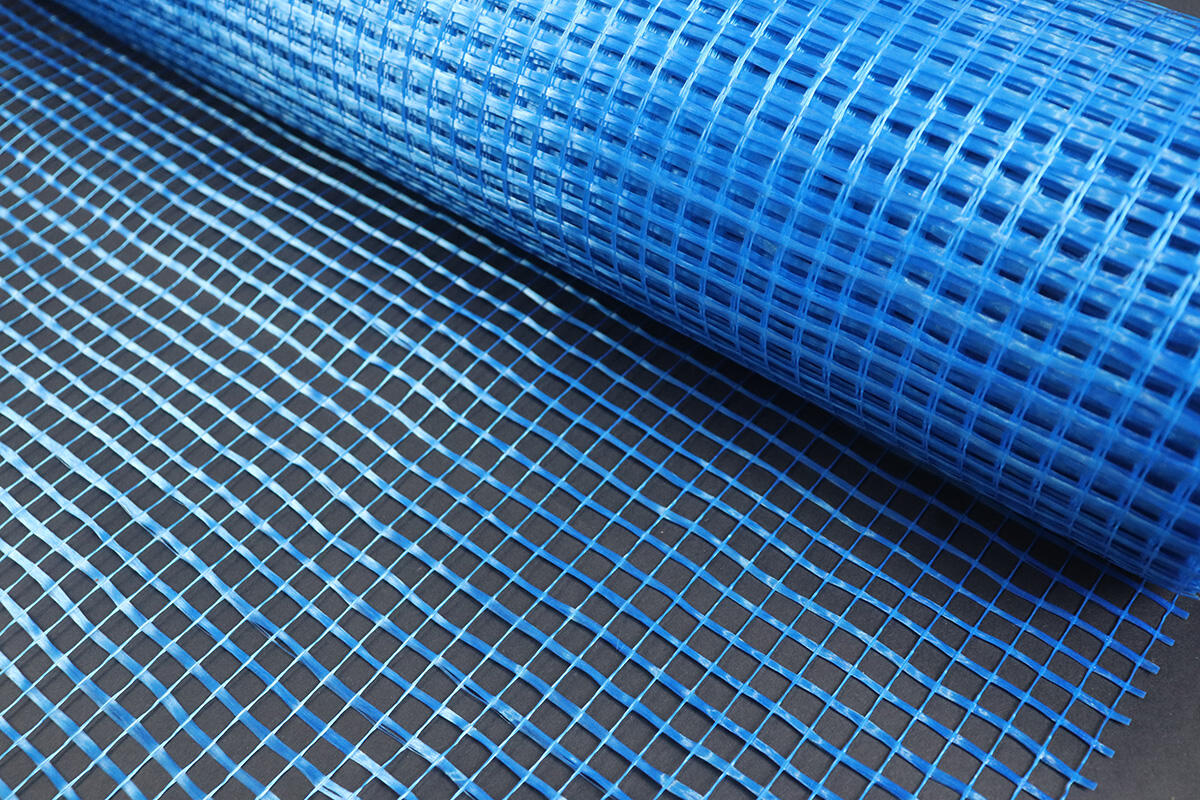
يُعرف نسيج الألياف الزجاجية المقطعة (CSM) بأنه مادة تقوية تُصنع بشكل أساسي من ألياف زجاجية قصيرة يتم خلطها معًا بشكل عشوائي. عادةً ما يبلغ طول هذه الألياف المقطعة حوالي 25 إلى 50 ملليمتر، ويتم تماسكها معًا بواسطة نوع من المواد الكيميائية الرابطة. تبدأ عملية التصنيع بتسخين الزجاج حتى يذوب، ثم سحبه ليشكل خيوطًا طويلة. بعد ذلك، تُقطع هذه الخيوط إلى أجزاء صغيرة وتُرش إما براتنجات البوليستر أو الأكريليك لأغراض التماسك. في الخطوة التالية، يُوزع هذه الألياف الصغيرة على شكل أقمشة، ويتم تطبيق الحرارة والضغط عليها لضمان توزيع متساوٍ على كامل السطح. ما يجعل CSM مفيدًا حقًا هو قدرته العالية على التكيف مع الأشكال المعقدة للقوالب أثناء عمليات الإنتاج، كما أنه يمنح خصائص قوة متجانسة في جميع أنحاء المواد المركبة بغض النظر عن الاتجاه.
يعتمد أداء CSM على مكونين رئيسيين: ألياف الزجاج الكهربائي (E-glass) والراتنجات الحرارية (thermosetting binders). يوفر الزجاج الكهربائي (E-glass)، المكون من 96–98% سيليكا-ألومينا، عزلًا كهربائيًا ممتازًا ومقاومة للقلويات. يعمل الرابط، الذي يكون عادةً من راتنجات البوليستر أو الأكريليك بتركيز 3–5%، على ضمان تماسك الطبقة قبل التلقيم (lamination) ويذوب أثناء اشباع الراتنج، مما يعزز التصاق الألياف بالراتنج.
| معلمة الألياف | النطاق النموذجي | معايير الرابط | تأثير على الأداء |
|---|---|---|---|
| القطر | 13–20 ميكرون | راتنج بوليستر أو أكريليك | يحسن توافق الراتنج |
| الطول | 25–50 مم | تركيز الرابط 3–5% | يوازن بين القابلية للتشكيل والصلابة |
إن طريقة تصرف الألياف لها تأثير كبير على الأداء الميكانيكي للمواد. عند استخدام ألياف أطول بطول 50 مم مقارنة بالألياف القياسية بطول 25 مم، نلاحظ عادة تحسناً في مقاومة الشد يتراوح بين 15 وربما حتى 20 بالمائة. ومع ذلك، فإن هذه الألياف الأطول تأتي بثمن في ما يتعلق بالمرونة، خاصة عند صبها في قوالب ذات أنصاف قطر صغيرة وتعقيد هندسي. إن الترتيب العشوائي للألياف يعمل على توزيع الإجهاد في جميع الاتجاهات، مما يساعد المواد على تحمل الصدمات بشكل أفضل مقارنة بالأقمشة ذات الاتجاه الواحد، وأحياناً تصل مقاومة الصدمات إلى 30% أكثر. وقد نشرت مؤخراً في عام 2023 دراسة حول سلوك القص في المواد المركبة واكتشفت أمراً مثيراً للاهتمام حول توافقية راتنج التثبيت (binder resin). عندما تُحسَّن هذه التوافقية، تزداد مقاومة التماسك بين الطبقات (interlaminar strength) بنسبة تقارب 18%، مما يعني أن القطع أقل عرضة للتقشر تحت الإجهاد. وتفسر كل هذه العوامل سبب بقاء CSM خياراً شعبياً في مختلف الصناعات بما في ذلك بناء القوارب والسيارات والقطاعات التصنيعية المختلفة حيث يُعد كل من القوة والقدرة على تشكيل أشكال معقدة أمرين بالغي الأهمية.
يوفر مات الزجاج المقطّع (CSM) تعزيزًا في عدة اتجاهات، حيث تتراوح مقاومته للشد بين 30 إلى 50 ميغاباسكال، ومقاومته للانحناء تتجاوز غالبًا 60 ميغاباسكال عند تطبيقه بشكل صحيح. إن التوزيع العشوائي للألياف يوزع الإجهاد بشكل متوازن نسبيًا عبر المادة، مما يجعله مناسبًا جدًا لتطبيقات مثل هيكل السفن ولوحات هيكل السيارات، حيث يكون تحمل الصدمات مهمًا جدًا. تشير الاختبارات التي أجراها المصنعون إلى أن مات الزجاج المقطّع يمكنه امتصاص ما يقارب 15 إلى 25 بالمائة من الطاقة الإضافية عند التعرض لصدمات مفاجئة مقارنة بالأقمشة ذات الاتجاه الواحد. تساعد هذه الخاصية في منع انتشار الشقوق في مناطق مثل سطح السفن أو شفرات التوربينات الريحية، وهو أمر أصبح أكثر أهمية مع تعرض هذه الهياكل لظروف أكثر قسوة بمرور الوقت.
عند تعرضها لرش الملح لمدة 2000 ساعة متواصلة، لا تزال مواد مركبة تعتمد على CSM تحتفظ بأغلب خصائصها القوية. تشير الاختبارات إلى أنها تفقد أقل من عشرة بالمائة من خصائصها الأصلية حتى بعد خضوعها لخمس سنوات كاملة من ظروف قاسية تتضمن تعرضًا مستمرًا لأشعة UV، وتغيرات في الرطوبة، وانحناءات متكررة في درجة الحرارة. كما أن مقاومتها للتآكل ملحوظة جدًا عند مقارنتها بمواد الصلب التقليدية. في الأماكن التي تحدث فيها الكثير من التآكل، تآكل ألواح CSM حوالي ثلث المعدل الذي نراه مع المعادن التقليدية. مما يجعلها خيارًا ممتازًا لأشياء مثل تخزين المواد الكيميائية في خزانات أو بناء هياكل في البحر حيث يكون الماء المالح مهاجمًا باستمرار للمواد. وبما أنها تدوم طويلًا دون أن تتحلل، فقد أصبحت هذه المواد المركبة خيارات شائعة عبر العديد من البيئات الصناعية الصعبة والبيئات البحرية حيث تكون الموثوقية مهمة بدرجة كبيرة.
إن توزيع الألياف العشوائي في مادة CSM يخلق اختلافات في القوة عبر المناطق المختلفة، وعادة ما تكون حوالي زائد أو ناقص 12٪ وفقًا لاختبارات المختبر. لكن ما يجعل هذا الأمر مثيرًا للاهتمام هو الطريقة التي تساعد بها هذه الشوائب في الواقع على توزيع الأحمال بشكل أفضل مما يمكن تحقيقه باستخدام المواد المنسوجة المنتظمة. وقد طور المصنعون طرقًا أفضل لوضع طبقات من هذه المواد، مثل استخدام طريقة الضغط بالدرفلة، مما يقلل تباين السمك ليصبح أقل من 5٪. هذا يعني أن القطع تؤدي سلوكًا أكثر اتساقًا أثناء الإنتاج مع بقاء سهولة تشكيلها في أشكال معقدة. وربما هذا هو السبب في أن معظم مصنعي القوارب يلتزمون باستخدام مادة CSM عند العمل على أقسام الهيكل المنحنية، حتى وإن كانت شركات صناعة الطائرات تحتاج إلى مواصفات أكثر دقة. إن المفاضلة بين المرونة والدقة تعمل بشكل أفضل في التطبيقات البحرية حيث لا تكون التجانس المثالي ضروريًا دائمًا.
يلعب كل من نسيج الألياف المفرومة (CSM) ونسيج الألياف الزجاجية المحبوكة أدوارًا مختلفة في تصنيع المواد المركبة بسبب اختلاف تركيبها. يتكون نسيج الألياف المفرومة (CSM) من ألياف زجاجية قصيرة يبلغ طولها بين 25 و50 مم موضوعة بشكل عشوائي ومُلصَّقة معًا باستخدام مادة رابطة قابلة للذوبان في الراتنج. يمنح هذا التركيب مرونة جيدة ويسمح بزيادة السمك بسرعة، مما يجعله مناسبًا للأجزاء ذات الأشكال المعقدة مثل هيكل القوارب أو أجزاء هيكل السيارات. وعادةً ما يتراوح مقاومتها للشد بين 100 إلى 200 ميغاباسكال. أما القماش المحبوك فيتكون من ألياف مستمرة مرتبة على شكل شبكة، مما يمنحه مقاومة أعلى للشد تصل إلى نحو 300 إلى 500 ميغاباسكال. هذا النوع من المواد يتمتع باستقرار أبعادي جيد ويصلح للاستخدام في الأسطح المسطحة أو الأجزاء ذات المنحنى البسيط التي تُستخدم غالبًا في صناعة الطائرات. عادةً ما تكون ملائمة نسيج الألياف المفرومة (CSM) لأنواع راتنجات البوليستر أو الفينيل استر، حيث تتناسب المواد الرابطة مع هذه الراتنجات، بينما تتناسب المواد المحبوكة بشكل طبيعي مع أنظمة الراتنج الإيبوكسي. عندما تكون التكلفة عاملاً أكثر أهمية من متطلبات القوة الاتجاهية، فإن سعر نسيج الألياف المفرومة (CSM) والذي يتراوح تقريبًا بين 3 إلى 5 دولارات لكل متر مربع يمكن أن يوفر للمصنعين نحو 40% من التكلفة مقارنةً بالخيارات المحبوكة.
عند النظر إلى الجدوى الاقتصادية لتطبيقات CSM، يبرز راتنج البوليستر كخيار اقتصادي بفضل أوقات العلاج السريعة ويعمل بشكل جيد مع طرق القالب المفتوح. لكن الجانب السلبي؟ لا يتحمل الإجهاد بشكل جيد، حيث يُظهر مقاومة الشد عادةً ما تتراوح بين 25 إلى 35 ميغاباسكال وله ميل للكسر بسهولة، مما يقيّد المجالات التي يمكن استخدامه فيها بشكل فعّال. عند التصعيد في الأداء، يقدّم راتنج الفينيل إستر تحسناً بنسبة 30 بالمئة في مقاومة المواد الكيميائية ويمكن أن يصل إلى مقاومة انحناء تصل إلى 104.7 ميغاباسكال. مما يجعله مناسباً لتطبيقات مثل القوارب والمجالات المعرّضة للمواد الكيميائية القاسية. وأخيراً، يأتي راتنج الإيبوكسي في المقدمة، حيث يقدّم مقاومة شد مميزة تصل إلى 328 ميغاباسكال ويمتص 45% أقل من الماء مقارنة بالخيارات الأخرى. لكن هناك شرط - بسبب قوامه السميك، يحتاج المصنعون إلى معدات متخصصة مثل أنظمة الحقن تحت الفراغ أو القوالب المضغوطة للحصول على تغطية مناسبة في كامل المادة.
إن تحقيق النسبة الصحيحة بين الراتنج والألياف الزجاجية أمر بالغ الأهمية للحصول على القوة والكفاءة في الوزن. يتراوح المدى الأمثل بين 2:1 إلى 3:1 بالحجم لضمان انتشار الراتنج الكامل دون تراكم زائد.
| نوع الراتنج | النسبة المثلى | قوة الشد (ميغاباسكال) | تقليل الفراغات |
|---|---|---|---|
| بوليستر | 2.5:1 | 28–35 | معتدلة |
| إستر الفينيل | 2.2:1 | 38–42 | عالية |
| إيبوكسي | 1.8:1 | 75–85 | استثنائية |
تؤدي المناطق ذات الراتنج المنخفض إلى مناطق ضعيفة غنية بالألياف، في حين أن ارتفاع تركيز الراتنج يزيد الوزن ويقلل مقاومة الصدمة بنسبة 18–22% (سيربان 2024).
عند تطبيق الراتنج تدريجيًا باستخدام أدوات التدحرج الإسفنجية، يقل بشكل ملحوظ احتجاز الهواء، مما يقلل تلك الفراغات المزعجة إلى أقل من حوالي 2٪ في الطبقات ذات الجودة العالية التي يصنعها المحترفون. تعمل تقنية التدحرج من الخلف بشكل أفضل بكثير من مجرد التفريش من حيث تحقيق الترطيب المناسب، وربما تصل درجة التحسن إلى نحو 40٪، وهذا يمثل أمرًا مهمًا جدًا عند التعامل مع البوليمرات الأكثر سمكًا والتي يصعب التعامل معها. بالنسبة للمشاريع الأكبر التي تغطي مساحات واسعة، يساعد وضع الطبقات واحدة تلو الأخرى في تجنب تشكل تلك البقع الجافة المزعجة بين طبقات الألياف الزجاجية غير المنسوجة (CSM)، مما يحافظ على ثبات السمك العام طوال العمل، وعادة ما يظل ضمن نصف ملليمتر أو ما يقارب ذلك. يستهدف معظم المصنعين درجات حرارة علاج تتراوح بين 20 إلى 25 درجة مئوية لأن هذا المدى يسمح بحدوث ارتباط عرضي كامل دون التسبب في أي إجهاد حراري غير مرغوب فيه، وهو أمر يؤثر بالتأكيد على مدة بقاء هذه المواد صالحة للاستخدام في الظروف الواقعية.
الفتيل الزجاجي المفروم (CSM) هو مادة أساسية في الصناعات التي تتطلب مواد مركبة خفيفة الوزن ومقاومة للتآكل. تجعله قوته المتساوية في جميع الاتجاهات وقابليته للتشكيل مثاليًا للهندسات المعقدة عبر قطاعات مثل صناعة السفن والسيارات والبناء والطاقة المتجددة.
يلجأ مُصنّعو السفن إلى استخدام CSM عند تدعيم هياكل السفن وأسطحها ولوحات الحواجز الصعبة التي تحتاج إلى مقاومة التآكل الناتج عن مياه البحر المالحة وجميع أنواع القوى الديناميكية في البيئة البحرية. وقد لاحظت صناعة السيارات هذا الأمر أيضًا، حيث تُستخدم مواد الساندويش المركبة في صناعة ألواح الأبواب وغطاء المحركات ودرع الحماية الموجود أسفل السيارة. يمكن لهذه المواد أن تقلل وزن المركبة بنسبة تصل إلى 40% مقارنة بالمكونات الفولاذية التقليدية، مما يُحدث فرقًا كبيرًا في كفاءة استهلاك الوقود. أما في مشاريع البناء العادية، فإن لـ CSM تأثيرًا رائعًا في أنظمة السقف والأنابيب الصناعية والوحدات الجاهزة المُصَمَّمة مسبقًا بفضل قوته الشد العالية وخصائصه المفاجئة المقاومة للحريق. ولا ننسى توربينات الرياح أيضًا، إذ تعتمد هذه الشفرات الضخمة بشكل كبير على CSM لأنها تحتاج إلى مادة لا تتدهور بعد بضع سنوات فقط من الاهتزاز والضغط المستمر. معظم التوربينات الحديثة مصممة لتستمر لأكثر من عقدين قبل الحاجة إلى الاستبدال.
للحصول على أفضل النتائج عند العمل مع مواد مركبة، من الجيد عمومًا مزج قماش CSM مع الأقمشة المنسوجة وفقًا لنمط تقريبي نسبته 2 إلى 1. ابدأ بطبقتين من CSM لمساعدة الراتنج على الانتشار بشكل متساوٍ عبر المادة، ثم أضف طبقة منسوجة واحدة في الأعلى لتوفير متانة إضافية في الاتجاهات المحددة. عند استخدام تقنيات التعبئة تحت الفراغ، يشير معظم المهنيين إلى تحقيق اتصال يتراوح بين 95 إلى ما يقارب 100 بالمئة بين الألياف والراتنج، مما يقلل بشكل كبير من تلك الجيوب الهوائية المزعجة. ولأي شيء يحتوي على منحنيات أو أشكال معقدة، حاول تبديل طبقات القماش بحيث تتداخل بحوالي إنش واحد في كل مرة. يساعد هذا في منع تراكم الكثير من المادة في مناطق معينة، ويخلق انتقالًا ناعمًا وسلسًا عبر السطح بدلًا من التكتلات والحواف البارزة.
في الواقع، يُعتبر استخدام كمية كبيرة جدًا من الراتنج واحدة من الأخطاء الشائعة التي يرتكبها الناس عند العمل مع المواد المركبة، لأنها تمنع الألياف من الالتصاق ببعضها بشكل صحيح. لتجنب هذه المشكلة، قم تطبيق الراتنج تدريجيًا بدلاً من وضعه مرة واحدة كلها. ابدأ بتحقيق اشباع بنسبة 70٪ على الألياف أولاًا، ثم انتظر حوالي خمس دقائق لتصريف أي راتنج زائد قبل أن تنهي عملية الترطيب الكامل. ينتهي الكثير من الناس بعدة أماكن جافة ببساطة لأنهم يدحرجون الراتنج بشكل متساوٍ جدًا على السطح. حاول استخدام تلك الأسطوانات المسننة الخاصة بزاوية تقارب 45 درجة لدفع الراتنج عميقًا داخل حزم الألياف حيث يجب أن يصل. وعند التعامل مع مشاريع أكبر حجمًا، قم بقطع مادة CSM مسبقًا إلى قطع أصغر مما يجعل التعامل معها أسهل بكثير مع الحفاظ في نفس الوقت على المحاذاة الصحيحة طوال عملية التصنيع.
تُستخدم حصيرة الألياف الزجاجية المقطعة بشكل رئيسي كمادة تقوية في الصناعات مثل صناعة السفن والسيارات والبناء والطاقة المتجددة نظرًا لقوتها الممتازة وقابليتها للتشكيل.
يُفضّل استخدام CSM لقدرته على التكيّف وبناء السمك بسرعة وفعاليته من حيث التكلفة. كما أنه مفيد بشكل خاص في تحقيق الأشكال المعقدة ويكون في كثير من الأحيان أكثر اقتصادية مقارنة بالمواد المنسوجة.
توفر الألياف الأطول تحسناً في مقاومة الشد لكنها تقلل المرونة. التوجيه العشوائي يساعد في توزيع الإجهاد بشكل متساوٍ، مما يعزز مقاومة الصدمة.
يتم بشكل شائع استخدام راتنجات البوليستر وراتنجات الفينيل إستر والراتنجات الإيبوكسية مع CSM، وكل نوع يقدّم مستويات مختلفة من الفعالية من حيث التكلفة والأداء بناءً على التطبيق.
يُظهر CSM مقاومة استثنائية للتآكل والبيئة، حيث يحتفظ خصائصه جيدًا حتى بعد التعرض الطويل لرش الملح، والضوء فوق البنفسجي، والتقلبات الحرارية.
 الأخبار الساخنة
الأخبار الساخنة2026-04-27
2025-03-25
2025-03-25
حقوق النشر © 2025 محفوظة لصالح شركة شاندونغ روندي للمواد المركبة المحدودة. — سياسة الخصوصية